




為了讓您更地了解我們的數控鋼筋鋸切套絲打磨生產線支持定制,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
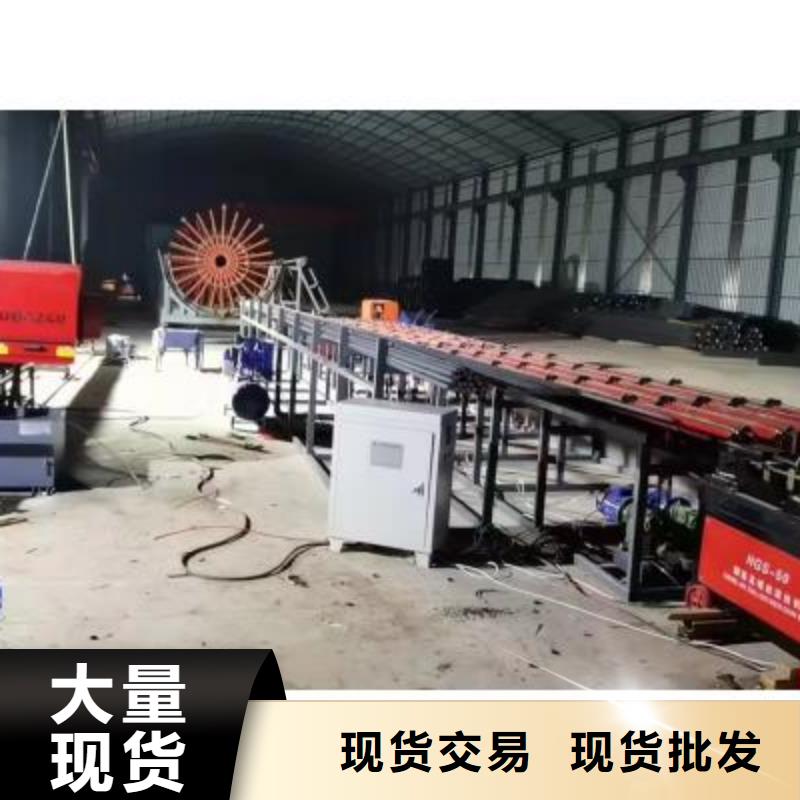
以下是:數控鋼筋鋸切套絲打磨生產線支持定制的圖文介紹


鋸帶呈直線斷裂 1、張力太小或太大
2、鋸帶線速度太快
3、導向機構磨損
4、鋸帶與法蘭嚴重磨損
5、選帶不當
6、進給太大
7、冷卻不當
8、開機時鋸帶直接與工件接觸
9、導向塊夾得太緊
10、工件夾緊不當
11、后導輪磨損太大
12、鋸刃刃底發生龜裂
13、鋸刃刃背發生龜裂
14、鋸刃分齒單面嚴重磨損 1、正確調整張力
2、調節鋸帶線速度減小鋸帶負荷
3、檢驗導向機構,及時更換磨損工件
4、調整鋸輪到正常工作位置
5、根據工件截面幾何形狀選擇鋸帶
6、適度減小進給量
7、選擇正確的切削液
8、開機前鋸帶與工件必須保持一定距離
9、適當減小導向塊夾緊力
10、調整虎鉗的夾緊力
11、更換后導輪
12、盡量使可動導向臂靠近工件
13、更換磨損過大的后滾輪
14、將松弛和歪斜的鋸帶導向片牢固固定在正確位置
鋸帶呈不規則斷裂 1、鋸帶在安裝時扭曲過大
2、工件松動 1、調整鋸床
2、調整虎鉗夾緊工件
2、鋸帶線速度太快
3、導向機構磨損
4、鋸帶與法蘭嚴重磨損
5、選帶不當
6、進給太大
7、冷卻不當
8、開機時鋸帶直接與工件接觸
9、導向塊夾得太緊
10、工件夾緊不當
11、后導輪磨損太大
12、鋸刃刃底發生龜裂
13、鋸刃刃背發生龜裂
14、鋸刃分齒單面嚴重磨損 1、正確調整張力
2、調節鋸帶線速度減小鋸帶負荷
3、檢驗導向機構,及時更換磨損工件
4、調整鋸輪到正常工作位置
5、根據工件截面幾何形狀選擇鋸帶
6、適度減小進給量
7、選擇正確的切削液
8、開機前鋸帶與工件必須保持一定距離
9、適當減小導向塊夾緊力
10、調整虎鉗的夾緊力
11、更換后導輪
12、盡量使可動導向臂靠近工件
13、更換磨損過大的后滾輪
14、將松弛和歪斜的鋸帶導向片牢固固定在正確位置
鋸帶呈不規則斷裂 1、鋸帶在安裝時扭曲過大
2、工件松動 1、調整鋸床
2、調整虎鉗夾緊工件



無論是電話或在線咨詢,只要您需要建貿機械 有限公司會及時給予專業的答疑指導,我們為您提供專業的 云南昆明液壓噴濕機廠家解決方案。


鋸條傳動安裝在蝸輪箱上的電動機通過皮帶輪,三角膠帶驅動蝸輪箱內的蝸桿和蝸輪,帶動主動輪,再驅動繞在主動被動輪緣上的鋸條進行切削回轉運動。
鋸條進給運動由升降油缸和調速閥組成的液壓循環系統,控制鋸梁下降速度從而控制鋸條的進給(無級調速)運動。鋸刷在鋸條出屑的地方,并隨著鋸條走鋸的方向,并由冷卻泵供冷卻液清洗,鋸齒上的切屑。
冷卻液在底座的右側冷卻切削液箱里,由水泵直接驅動供冷卻液。按緊停(停止)按鈕,順時針方向,油泵電機工作,齒輪泵工作,油液經過濾網管路,調節溢流閥使系統工作壓力達要求。反之按鈕向內壓,所有電機停止工作。工件按鉗緊按鈕,電磁閥工作



切屑黏結在齒尖。
俗稱“切屑焊點”
1、切削液不當或根本無切削液
2、切削液水、油比例失調
3、鋸帶線速度太快、進給太猛
4、清屑刷磨損
5、選齒失誤 1、選擇正確的切削液
2、調節水、油比例
高合金5:1;低合金、碳鋼10:1
3、適當減小鋸帶線速度,調節進刀量/進給量
4、更換清屑刷
5、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結構鋼材適當選擇變齒
背部出現T形截面(蘑菇狀) 1、進給太大
2、導向臂分開太寬
3、鋸輪、法蘭與鋸帶磨擦太大
4、鋸齒太小,不適合下料工件
5、導向部分磨損或被卡死
6、鋸帶張力不夠 1、適度減小進給量
2、調整導向臂在適當位置
3、調整鋸輪,磨擦
4、根據工件大小,幾何形狀選齒
5、調節張力,更換導向塊
6、適當增大鋸帶張力
俗稱“切屑焊點”
1、切削液不當或根本無切削液
2、切削液水、油比例失調
3、鋸帶線速度太快、進給太猛
4、清屑刷磨損
5、選齒失誤 1、選擇正確的切削液
2、調節水、油比例
高合金5:1;低合金、碳鋼10:1
3、適當減小鋸帶線速度,調節進刀量/進給量
4、更換清屑刷
5、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結構鋼材適當選擇變齒
背部出現T形截面(蘑菇狀) 1、進給太大
2、導向臂分開太寬
3、鋸輪、法蘭與鋸帶磨擦太大
4、鋸齒太小,不適合下料工件
5、導向部分磨損或被卡死
6、鋸帶張力不夠 1、適度減小進給量
2、調整導向臂在適當位置
3、調整鋸輪,磨擦
4、根據工件大小,幾何形狀選齒
5、調節張力,更換導向塊
6、適當增大鋸帶張力



河南建貿機械有限公司鋼筋帶鋸床下料鋸床型號
液壓傳動系統由泵,閥,油缸,油箱,管路等元輔件組成的液壓回路,在電氣控制下完成鋸梁的升降,工件的。通過調速閥可實行進給速度的無級調速,達到對不同材質工件的鋸切需要。電氣控制系統由電氣箱,控制箱,接線盒,行程開關,電磁鐵等組成的控制回路,用來控制鋸條的回轉,鋸梁的升降,工件的等,使之按一定的工作程序來實現正常切削循環。
潤滑系統開車前必須按機床潤滑部位(鋼絲刷軸,蝸輪箱,主動軸承座,蝸桿軸承,升降油缸上下軸,活動虎鉗滑動面絲桿)要求加油。蝸輪箱內的蝸輪,蝸桿采用30號機油油浴潤滑,由蝸輪箱上部的油塞孔注入,箱仙面備有油標,當鋸梁位于位置時,油面應位于油標的上,下限之間。一個月后應換油,以后每隔3-6個月換油1次,蝸輪箱下部設有放油塞。
液壓傳動系統由泵,閥,油缸,油箱,管路等元輔件組成的液壓回路,在電氣控制下完成鋸梁的升降,工件的。通過調速閥可實行進給速度的無級調速,達到對不同材質工件的鋸切需要。電氣控制系統由電氣箱,控制箱,接線盒,行程開關,電磁鐵等組成的控制回路,用來控制鋸條的回轉,鋸梁的升降,工件的等,使之按一定的工作程序來實現正常切削循環。
潤滑系統開車前必須按機床潤滑部位(鋼絲刷軸,蝸輪箱,主動軸承座,蝸桿軸承,升降油缸上下軸,活動虎鉗滑動面絲桿)要求加油。蝸輪箱內的蝸輪,蝸桿采用30號機油油浴潤滑,由蝸輪箱上部的油塞孔注入,箱仙面備有油標,當鋸梁位于位置時,油面應位于油標的上,下限之間。一個月后應換油,以后每隔3-6個月換油1次,蝸輪箱下部設有放油塞。
