



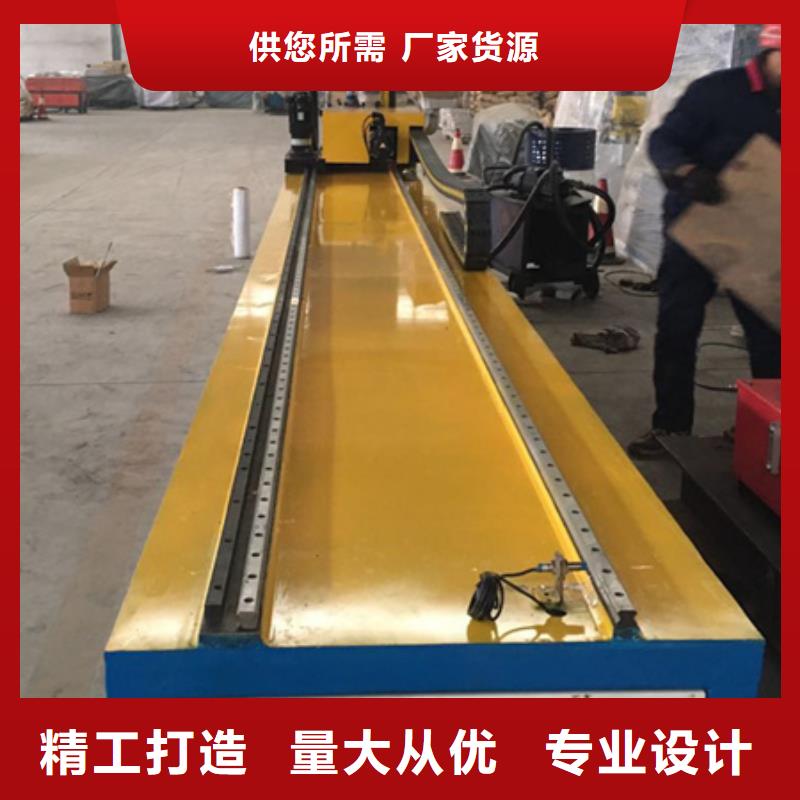


數控小導管沖孔機
根據設計要求,對不同地段不同地質情況圍巖采用超前小導管注漿超前支護。小導管采用Φ42熱軋無縫鋼管,長度4.5 m,壁厚3.5mm,環向布置間距0.4m,每環打入長度3.5m,縱向水平搭接≥1m。沿拱部開挖輪廓線外緣布置,鋼管外插角均為3~5度,管內預注漿為水泥漿單液漿體。
上比一般的錐管機更先進在工作時更穩定,更快捷,3,夾模采用進口型夾持力強,不易磨損工作時無左右前后偏擺或跳動的現象和疑慮。 2.成型主要部分由縮管模具驅動主軸系統油壓送料裝置和潤滑冷卻系統組成,四片模具靜音式機構設計噪音小成型速度快,3.主要元件采用模具鋼真空淬火精密研磨完成,4.手動取放料,自動開關啟動機器自動完成夾緊縮尖加工等所有動作。
根據設計要求,對不同地段不同地質情況圍巖采用超前小導管注漿超前支護。小導管采用Φ42熱軋無縫鋼管,長度4.5 m,壁厚3.5mm,環向布置間距0.4m,每環打入長度3.5m,縱向水平搭接≥1m。沿拱部開挖輪廓線外緣布置,鋼管外插角均為3~5度,管內預注漿為水泥漿單液漿體。
小導管箭頭機生產企業
經過多年來產品的不斷研發、優化及客戶現場實踐應用,小導管箭頭機、數控小導管沖孔機、數控鋼筋焊網機、八字筋成型機、聯合剪沖一體機等設備不但成為了公司主導產品,在國內隧道施工領域有著極高的口碑和知名度;因其具有生產效率高、操作簡便、質量穩定等優勢,市場占有率位居國內前茅。
<西雙版納>建貿機械設備有限公司
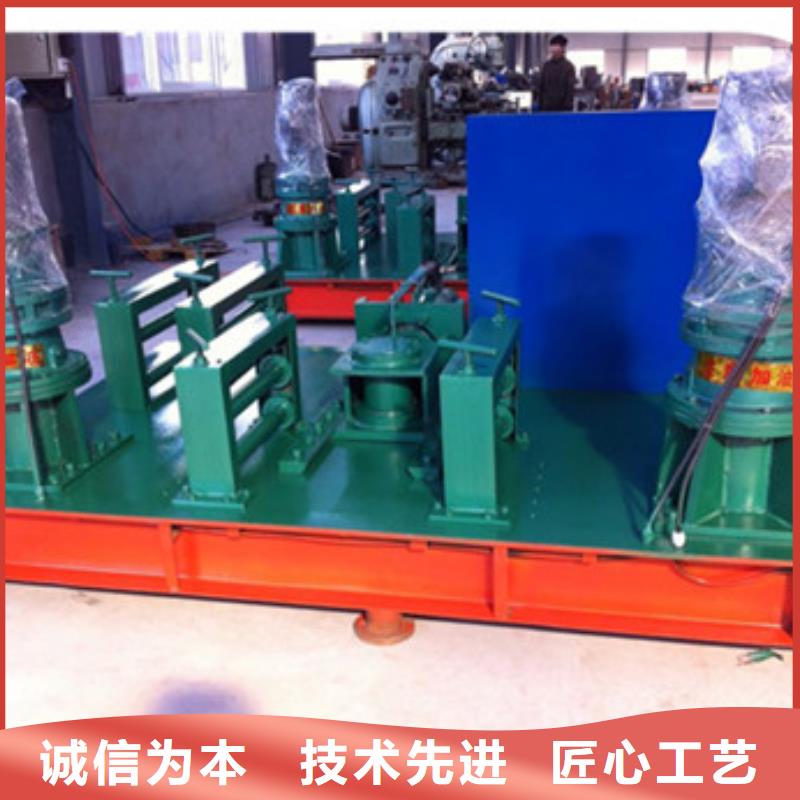
工字鋼冷彎機操作流程
(1)將所需冷彎加工的型鋼由輔助系統的門式托架推放在兩主動滾輪之間;
(2)啟動液壓系統使液壓缸推動燕尾槽和冷彎滾輪冷壓型鋼;
(3)達到設計所需弧度時關閉液壓系統,啟動機械傳動系統,使主動滾輪轉動并依靠摩擦力帶動型鋼平穩緩慢前行,從而實現連續冷彎作業;
(4)冷彎結束時,關閉機械傳動系統的同時,啟動液壓系統 。將冷彎型鋼放置在輔助系統 的門式托架上。
簡介:
工字鋼冷彎機就是彎曲工字鋼的機器,也被大家叫做工字鋼彎曲機,工字鋼彎拱機。它適用于工字鋼、H型鋼、U型鋼、方管、圓管等其他型材進行彎弧起拱。它應用于隧道、地鐵、水電站、地下洞室等行業施工中,是鋼拱架支撐制造的理想設備。該設備操作簡單,成型效果快。被各項工程和剛架構加工廠廣泛應用。
 58842
jmc
58842
jmc
在材質的研究上公司投入了大量的精力,吸塵系統液壓小導管成型機獨有的廢料收集系統,榮獲 ,廢料收集系統的使用,讓工作場地干凈整潔,廢料收集系統有效地解決了廢料散落在皮料上導致有一些地方不會沖透這一問題,自主設計定制的可升級沖孔。液壓小導管成型機沖孔組件包括楔形軌道和沖孔刀頭,沖孔組件遠離楔形軌道的一端連有與尾座固連的連接桿。
液壓小導管成型機的三個重要的屬性:
1、準確性。液壓小導管成型機有著超高的精準度和識別度,全自動的攝像掃描便于它準確快速的進行空洞定-位,提高了產品加工的質量。而傳統的手動打孔機則相對處于劣勢,其精準度很低,易造成漏打錯打誤打的現象。
搖臂鉆床操作者必須熟悉機床操作順序和性能,嚴禁超性能使用設備。操作搖臂鉆者必須經過培訓、考試或考核臺格后,持證上崗。開機前,按設備潤滑圖表注油,檢查各手柄是否放在規定的位置上。按壓總啟動按鈕啟動油泵電機。按壓主軸箱與立柱松開按鈕,按壓搖臂升降按鈕,并移動主軸或轉動搖臂。選擇低速檔,調好進給量,空轉10分鐘后,可試自動進給。
搖臂鉆床進給退出,主電機停止,按壓總停按鈕。關閉機床電控總開關,關閉電控柜空氣開關。清潔機床,按設備潤滑圖表注油,立柱、搖臂抹油。加工時,嚴禁戴手套,工件夾裝應牢固,鉆小件,應用工具夾持,不許用手夾著鉆在旋轉刀具下,手不準觸摸,不準翻轉,卡壓或測顯。在搖臂鉆的橫臂回轉范周內,不準站人,橫臂應卡緊。
