



想要更直觀地了解鋼管折彎【27simn42crmo圓鋼】可定制產(chǎn)品嗎??產(chǎn)品視頻,帶你走進(jìn)產(chǎn)品世界
以下是:鋼管折彎【27simn42crmo圓鋼】可定制的圖文介紹

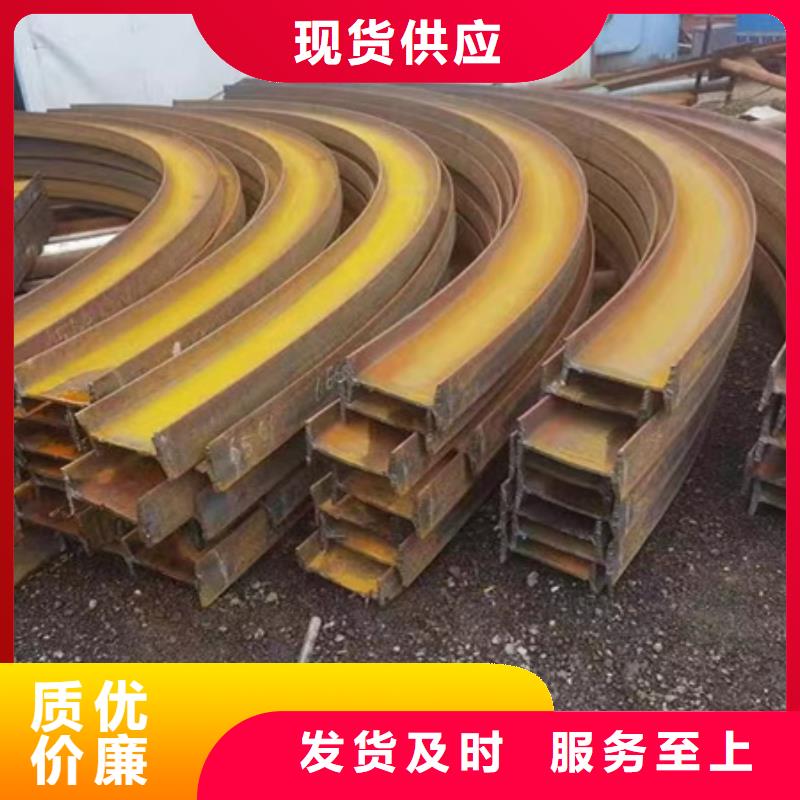
具體聊聊鋼管折彎的基本方法彎管在拉彎磨具組里彎折,在全部工業(yè)設(shè)備中,絕大多數(shù)都使用彎管,要害用以油、氣、打點(diǎn)滴等,在飛機(jī)場(chǎng)以及模塊中占有要害影響力。在那么要害的使用情況下,針對(duì)彎管的出產(chǎn)加工辦法人們掌握是多少呢?彎管加工辦法 怎么避免裂開?沖壓模具法:用沖床邊帶光潔度的型芯將管端擴(kuò)張到所規(guī)則的規(guī)格和姿態(tài)。彎折成型法:常見三種辦法彎管脹大法:一是將硫化橡膠放在管道內(nèi),上邊用小沖頭使管道凸起構(gòu)成。二是液壓脹大成型,在管道中心填充液壓使管道曲折成必要形狀,出產(chǎn)金屬波紋管是這種辦法的主要途徑。鍛造法:用模鍛機(jī)揉捏水管的頂端或一部分,削減水管的直徑,常見模鍛器有轉(zhuǎn)盤式、連桿式、手動(dòng)式。滾軋法:一般無(wú)需芯棒,合適于薄壁管里側(cè)圓正是為了處理彎管曲折出產(chǎn)過(guò)程中的裂縫缺陷,鋼管曲折加熱時(shí),在必定的變形溫度和必定的變形水平以上的情況下,鋼管兩邊呈現(xiàn)裂縫的損害,現(xiàn)有的曲折機(jī)設(shè)備包括加熱設(shè)備和曲折設(shè)備,加熱設(shè)備設(shè)置在曲折設(shè)備中,曲折設(shè)備包括升降機(jī)和輕壓組織。


鋼管折彎等體積成形設(shè)備和鈑金加工設(shè)備平行開展,出現(xiàn)規(guī)格種類齊全、數(shù)量增長(zhǎng)敏捷、新式產(chǎn)品和技術(shù)不斷得到運(yùn)用等景象,產(chǎn)品全體技術(shù)水平和數(shù)控化率繼續(xù)前進(jìn),并大量完成出口,滿意了我國(guó)經(jīng)濟(jì)開展的需求。管材加工設(shè)備方面,因?yàn)槲覈?guó)管材運(yùn)用量激增,管材運(yùn)用市場(chǎng)非常之大、家具職業(yè)、體育器材、鍋爐職業(yè)、汽車職業(yè)、排氣管上等,在規(guī)格、種類、數(shù)量等方面增長(zhǎng)敏捷,技術(shù)水平快速前進(jìn),根本滿意國(guó)內(nèi)市場(chǎng)需求。這些日常運(yùn)用品、工商業(yè)等等所需求的管材加工彎管機(jī)設(shè)備根本都可滿意市場(chǎng)需求。機(jī)械壓力機(jī)、液壓機(jī)、彎管機(jī)、液壓彎管機(jī)、金屬圓鋸機(jī)、縮管機(jī)、等管材加工設(shè)備在加工精度、可靠性、技術(shù)指標(biāo)、節(jié)能減排、宜人道等方面都有明顯前進(jìn)。新產(chǎn)品開發(fā)才能及市場(chǎng)競(jìng)爭(zhēng)力都大大前進(jìn)。以新工藝為導(dǎo)向,滿意新工藝要求的特別結(jié)構(gòu)、特別功能的鍛壓設(shè)備也不斷出現(xiàn)。比如,等數(shù)控彎管機(jī)、切管機(jī)、彎管切管縮管與一體流水線管材加工設(shè)備,特別資料鍛壓設(shè)備等。



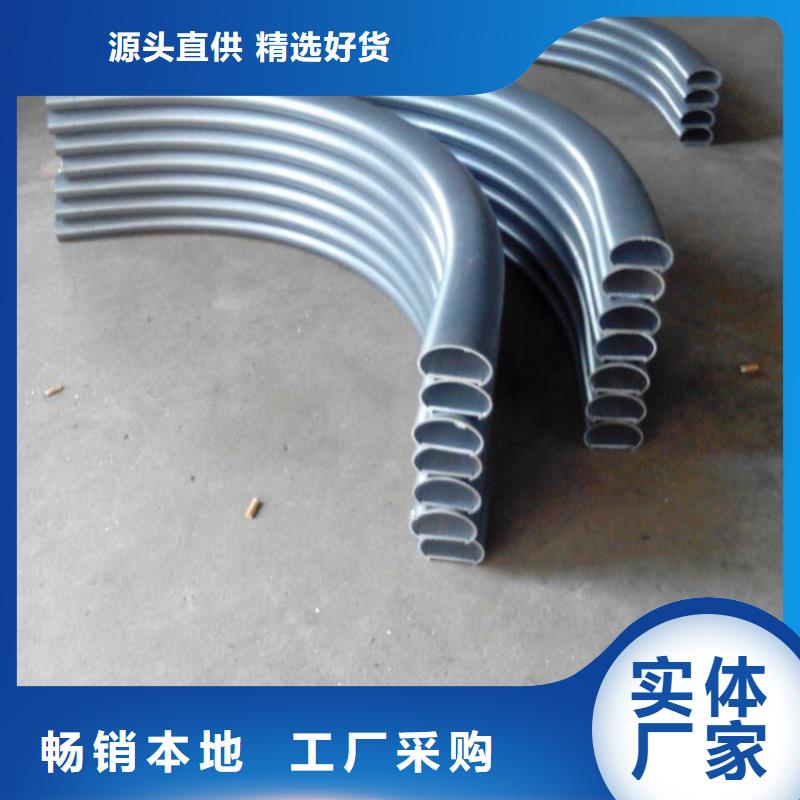
鋼管折彎隨著劃片機(jī)數(shù)控拉彎加工技術(shù)的興起,方管彎成弧形成型方法有很多,天津宏宇拉彎彎管有限公司結(jié)合實(shí)際工作情況列舉常規(guī)方管弧形拉彎的兩種方法:種、實(shí)彎實(shí)彎,顧名思義是壓實(shí)了彎折,實(shí)彎時(shí)內(nèi)外輥與管坯內(nèi)外壁雙向壓實(shí)。1)實(shí)彎的優(yōu)點(diǎn)是反彈小,成型準(zhǔn)確,而且只要輥型準(zhǔn)確,內(nèi)角成型的R比較準(zhǔn)確。2)實(shí)彎的缺點(diǎn)是有拉伸/減薄效應(yīng)。,實(shí)彎會(huì)使彎折處產(chǎn)生拉伸,拉伸效應(yīng)使彎折線縱向的長(zhǎng)度縮短; 第二,實(shí)彎彎折處金屬會(huì)因拉伸而變薄。第二種、空彎空彎是通過(guò)外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會(huì)使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長(zhǎng),彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應(yīng)。1)空彎的優(yōu)點(diǎn)是可以在無(wú)法進(jìn)行實(shí)彎時(shí)進(jìn)行邊長(zhǎng)的彎折,比如方矩管的上邊/側(cè)邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。2)空彎的缺點(diǎn)是在上邊/側(cè)邊同步空彎時(shí),由于上輥和下輥同時(shí)產(chǎn)生壓力,成型力容易超越臨界點(diǎn),造成邊部失穩(wěn)內(nèi)凹,并且也會(huì)影響到機(jī)組穩(wěn)定運(yùn)行和成型質(zhì)量。這也是方矩管和圓管空彎成型時(shí)不同的特點(diǎn)。



宏鉅天成鋼管有限公司作為一家集研發(fā)、生產(chǎn)和銷售于一體的企業(yè),在 安徽池州冷拔方鋼行業(yè)近10年以來(lái)不管是在 安徽池州冷拔方鋼的生產(chǎn),還是技術(shù)應(yīng)用上都積累了豐富的經(jīng)驗(yàn)。 安徽池州冷拔方鋼質(zhì)量?jī)?yōu)異,售后服務(wù)周到,深受廣大用戶好評(píng)。


鋼管折彎壓彎是常用的彎曲方法。所用設(shè)備大多為通用的機(jī)械壓力機(jī)或液壓機(jī),也有用專用折彎壓力機(jī)的。常用的滾彎設(shè)備是卷板機(jī)。三輥卷板機(jī)按三點(diǎn)決定一圓的道理,對(duì)板坯進(jìn)行連續(xù)彎曲。三輥卷板機(jī)具有兩個(gè)傳動(dòng)輥(固定)和一個(gè)壓下輥(可調(diào))。調(diào)節(jié)壓下輥的上下位置即可改變它與傳動(dòng)輥之間的相對(duì)距離。拉彎時(shí),板材置于傳動(dòng)輥和壓下輥之間,傳動(dòng)輥正反方向交換轉(zhuǎn)動(dòng),使板材往復(fù)運(yùn)動(dòng)。調(diào)節(jié)壓下輥使之逐步壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。壓下輥一端可升起,便于卸出工件。另外還有四輥和多輥卷板機(jī),四輥卷板機(jī)用于卷制厚板圓筒,四輥以上的多輥卷板機(jī),用多對(duì)輥?zhàn)訉宀闹饾u彎曲成復(fù)雜的型面。對(duì)于精度要求較高,長(zhǎng)度和曲率半徑要求較大、橫向尺寸要求較小的彎曲件,可在專用的拉彎?rùn)C(jī)上進(jìn)行拉彎。拉彎時(shí),板材全部厚度上都受拉應(yīng)力的作用,因而只產(chǎn)生伸長(zhǎng)變形,卸載后彈復(fù)引起的變形小,容易保證精度。


點(diǎn)擊查看宏鉅天成鋼管有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
