您的位置>首頁 >內(nèi)江當?shù)禺a(chǎn)品新聞 >
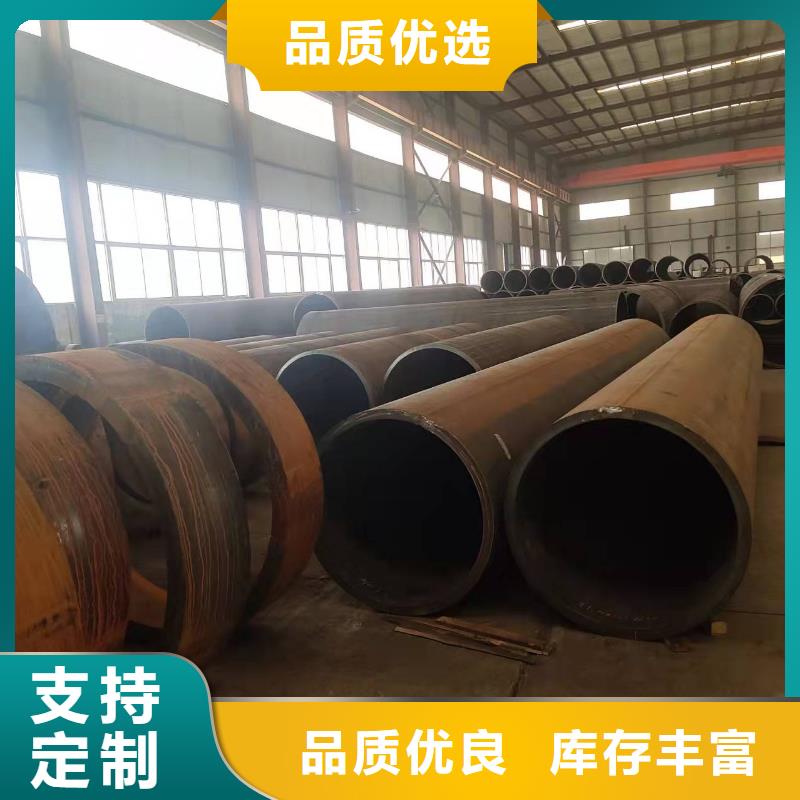
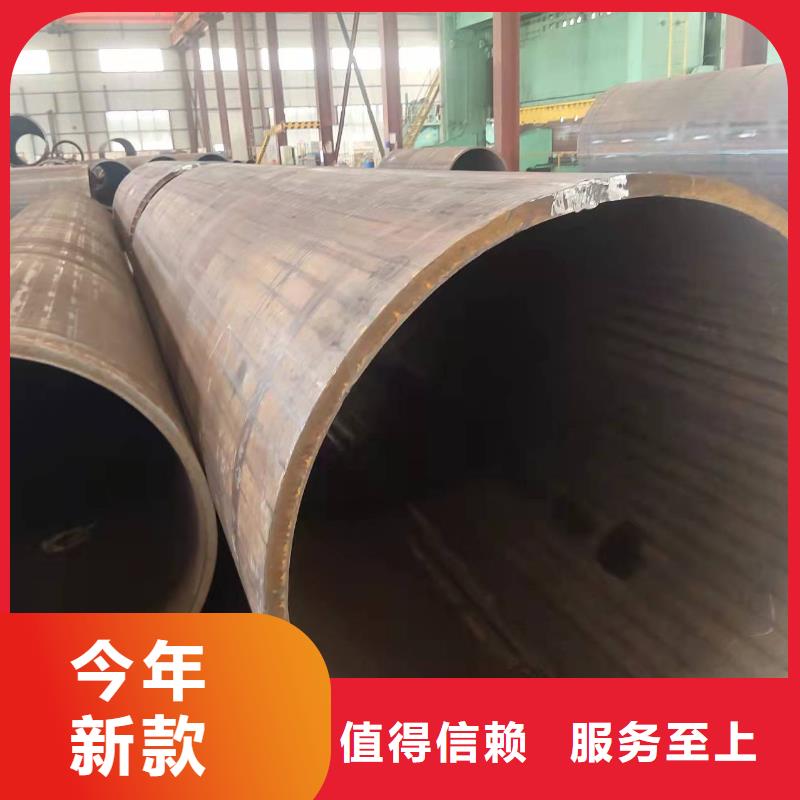
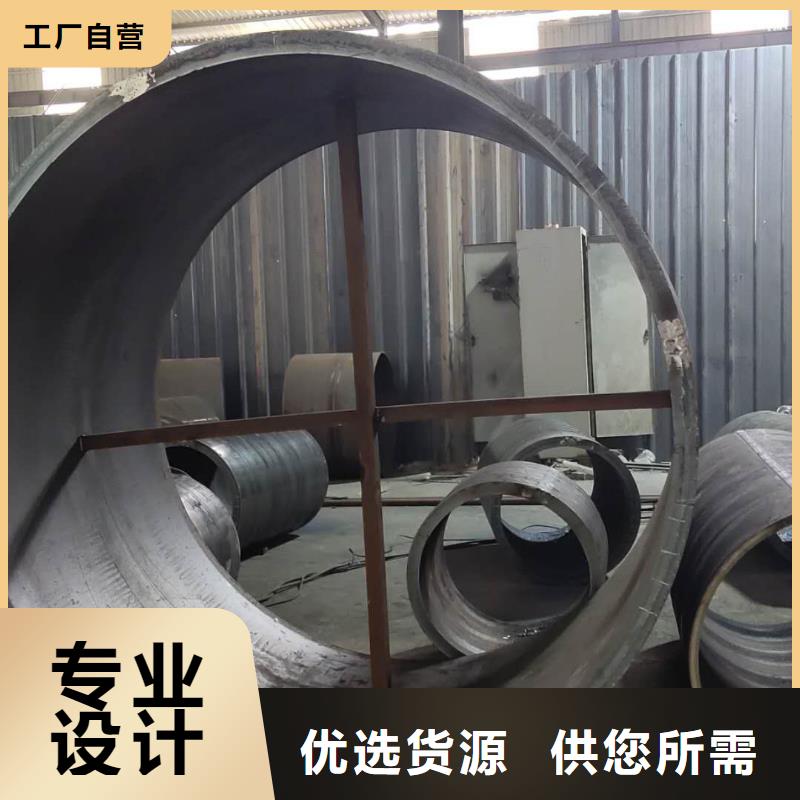
橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保
更新時間: 2024-12-30 01:15:55 瀏覽次數(shù):1
以下是:橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 批發(fā) |
|---|
| 發(fā)貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1支訂 |
|---|
| 質(zhì)量等級 | 1級 |
|---|
| 是否廠家 | 生產(chǎn)廠 |
|---|
| 產(chǎn)品材質(zhì) | 235b等 |
|---|
| 產(chǎn)品品牌 | 山特金屬 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 山東 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 噸 |
|---|
| 產(chǎn)品顏色 | 碳黑 |
|---|
| 質(zhì)保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領域 | 管道 |
|---|
| 是否進口 | 否 |
|---|
| 質(zhì)量認證 | 3年 |
|---|
| 產(chǎn)品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質(zhì) | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負3MM |
|---|
| 執(zhí)行標準 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區(qū)域 | 電力 化工 設備 管道 電機殼等 |
|---|
以下是:橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保的圖文視頻
導讀 今年在四川省內(nèi)江市購買橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保有了新選擇,山特金屬制品有限公司始終堅守以用戶為中心的服務理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價格實惠且品質(zhì)卓越的橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保產(chǎn)品。如需購買或咨詢,請隨時聯(lián)系我們,聯(lián)系人:張經(jīng)理-15206358344,QQ:940273024,地址:聊城經(jīng)濟開發(fā)區(qū)匯通國際金屬物流園發(fā)貨到四川省 內(nèi)江市 威遠縣、資中縣、隆昌市。 四川省,內(nèi)江市 內(nèi)江市,四川省轄地級市,古稱漢安、中江,別稱甜城。位于四川盆地東南部、沱江下游中段,位居重慶、成都兩大城市中心,素有“川南咽喉”“巴蜀要塞”“成渝之心”之稱。是重點交通樞紐之一、“一帶一路”重要交匯點、四川第二大交通樞紐和西南陸路交通交接點;全市總面積5384.8平方千米,轄2個區(qū)、2個縣,代管1個縣級市,截至2022年底,戶籍人口398.8萬。
首先是將鋼板卷管由上游輥道進入矯直機入口輥道。當卷管頭部被入口輥道中間位置傳感元件感應到時,輥道減速。
其次是當卷管頭部被入口輥道末端位置傳感元件感應到時,入口輥道段下落,入口快開缸閉合延時開始計時。管頭進入入口矯直輥中間位置時,入口快開缸閉合,卷管被咬入,同時入口第二段輥道下落。
其次是通過快開缸延時的設定,管頭進入中間輥和出口輥中間位置時,中間輥、出口輥快開缸相繼閉合,卷管進入矯直過程。
其次是當管尾離開入口輥道中間位置傳感元件時,入口輥道 段上升。當管尾離開入口輥道末端位置傳感元件時,入口輥道第二段上升,同時通過快開缸延時的設定,管尾到達入口輥、中間輥和出口輥中間位置時,入口輥、中間輥、出口輥快開缸相繼打開。
江橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保")
江橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保")
江橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保")
江橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保")
江橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保")
江橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保")
江橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保")
總結(jié) 山特金屬制品有限公司【13863598006】在四川省內(nèi)江市本地專業(yè)從事橋梁立柱鋼板卷筒1200*30鋼板卷筒終身質(zhì)保,價格低,發(fā)貨快,效果好 ([城市群])可送貨上門。