




球墨鑄鐵管配件球墨鑄鐵給水管快速發貨視頻中的每一個細節,都仿佛在訴說著產品的故事,讓你在欣賞的同時,也能深深地感受到它的價值與意義。
以下是:球墨鑄鐵管配件球墨鑄鐵給水管快速發貨的圖文介紹

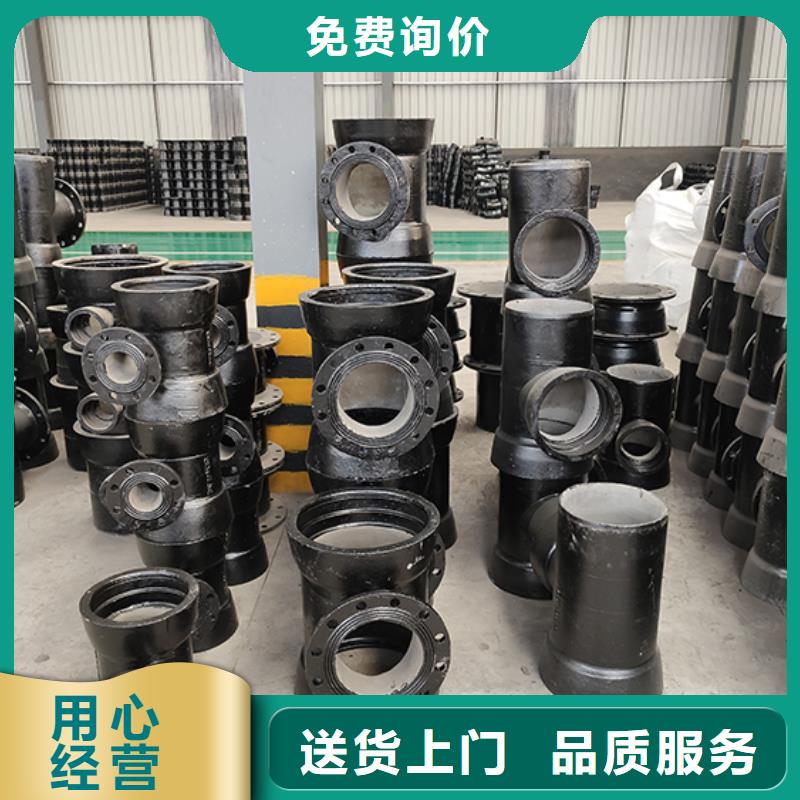
排水用球墨鑄鐵管在安裝的時候都把不清楚具體有哪些連接方式,今天我們就來詳細介紹下球墨鑄鐵管的三種連接方式 (1)剛性防水翼環安裝方法 將水翼環焊接在球墨鑄鐵管上,施工時直接澆入鋼筋混凝土墻中。這種方法使用的材料少,但球墨鑄鐵管的焊接需要特殊的焊接工藝,所以必須在工廠完成,而不是在現場進行常規焊接。 另外,球墨鑄鐵管通常采用t形承座連接,所以如果采用剛性防水翼環安裝,必須先安裝好管,然后根據管的位置, 澆注檢查好。如果兩端的檢查井在管道安裝之前已經完成,那么 一段可能不會被插入。 (2)剛性防水套管安裝方式 球墨鑄鐵管外安裝有鑄鐵襯套(帶水翼止環),該鑄鐵襯套供工廠成品(用模具直接澆鑄鐵水制成)。 施工過程中,鑄鐵套管直接灌入鋼筋混凝土墻體。然后安裝管道, 用填縫密封材料填補管道與套管之間的縫隙。常用的密封材料是中間油麻卷繞,兩端填縫石棉水泥。 這種安裝方式要求管道的排料長度與檢查井位的設置要有很好的協調,否則井內管道容易長,需要切割。此外,該連接為剛性連接,節點處的抗沉降能力很差。 (3) k型接口安裝方式靈活 k型通過壁法蘭襯套(帶水翼止環)設置在球墨鑄鐵管外。k型通過壁法蘭襯套提供給工廠的成品(采用模具直接澆鑄鐵水)。 K型法蘭套在鋼筋混凝土墻施工中,直接澆注成一體。然后安裝管道, 用橡膠密封圈填滿管道與套筒之間的縫隙,用法蘭壓蓋緊固,用螺栓固定。 以上就是球墨鑄鐵管的3種不同的連接方式,您們在施工的過程中可以根據自己的需求來選擇適合您的連接方式,我們公司常年有大量現貨球墨鑄鐵管,歡迎新老客戶前來選購! 球墨鑄鐵管配件


球墨鑄鐵管配件 高爐熔煉工藝簡介:1、高爐鐵水運輸到鑄造車間直接澆注鑄鐵件。顯而易見這是***佳的短流程熔煉工藝。由于原高爐鐵液對鑄件石墨狀態的遺傳效應和鐵液溫度決定鐵水的溶碳度、石墨析出量及尺寸大小造成鑄件的抗拉強度較低,加之高爐鐵液出爐溫度不夠高,一般低于1450℃及組織的遺傳效應。 2、將高爐鐵水倒入感應電爐與廢鋼、回爐料和配料中間合金一起熔配,經成分調整和熔煉后出爐經變質、球化等處理后澆注鑄鐵件。 3、將高爐鐵水先倒入保溫爐保溫待需要時再倒入感應電爐與廢鋼、回爐料和配料中間合金一起熔配,經成分調整和熔煉后出爐經變質、球化等處理后澆注鑄鐵件,應用與工藝上面第二種相同,只因高爐煉鐵與鑄造過程的匹配問題而將鐵水暫存保溫爐內。 球化處理方法簡介:1、鎂芯線喂入法 鎂芯線分為2種:①鎂合金線中含晚量為20%-35%,加入量為22m/t-25m/t;②純鎂線中含瑰量為90%-92%,加入量為32m/t-35m/t。歐洲采用鎂芯線球化處理工藝己占球化處理量的20%左右; 喂線球化具有球化率高,石墨細小(球化率1-2級,大小7級),鐵液純凈度好、易與鐵液分離(渣的二元堿舅)為2.5-4.0),處理溫降小(3040℃),作業環境好等特點.喂線速度40-80m/min; 2、沖入法 國內一般工廠均采用這種工藝。球化劑主要成分為:7%-9%M、1%-3%RE, 40%-V44%Si,球化劑加入量1.4%-1.7%(與原鐵液中含硫量有關)。采用堤壩式球化包,球化包凹坑中加入球化劑后,上蓋一定量的孕育劑,然后再覆蓋一層鑄鐵屑或薄鋼板; 3、轉包法 處理前將純鎂加入到轉包體后部由一塊石墨隔板形成的反應室內→定量加入鐵液→轉動包體進入處理狀態→鐵液經石墨隔板孔進入反應室進行球化反應→球化處理后將鐵液倒出。轉包法球化處理溫度一般為T=1460-1520℃,反應時間約80s,鎂的吸收率可高達60%-70%,石墨隔板壽命為300-350次; 轉包法球化具有球化成本低,鐵液純凈度好,允許原鐵液含硫量高((S可放寬至0.2%),球化處理后殘硫量低((S可低至0.005%-0.008%),處理過程中溫降小(40-50℃)等優點。但要求每小時至少應處理5包以上。



鑫福興管業有限公司技術力量雄厚,安裝團隊實力強大,目前擁有 山東威海球墨鑄鐵管項目部6個,專業施工人員70余人,中、專業人員10余人,一般技術人員及營銷人員30余人。公司還有一支的售后服務隊伍.
公司將本著誠實守信、質量、服務、服務于 山東威海球墨鑄鐵管事業的原則,與海內外客戶廣泛合作,攜手共創 山東威海球墨鑄鐵管事業的美好明天。




