您的位置>首頁 >宣城當地行業新聞News >
冷拔珩磨管各種規格
更新時間: 2025-01-04 13:24:51 瀏覽次數:1
以下是:冷拔珩磨管各種規格的產品參數
| 產品參數 |
|---|
| 產品價格 | 6500/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 油缸氣缸機械加工 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:冷拔珩磨管各種規格的圖文視頻
導讀 冷拔珩磨管各種規格,安達液壓機械有限公司為您提供冷拔珩磨管各種規格,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,請聯系安達液壓機械有限公司,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到安徽省 宣城市 宣州區、郎溪縣、廣德市、涇縣、績溪縣、旌德縣、寧國市。 安徽省,宣城市 宣城名稱源于早在春秋戰國時期,是千年州府地,古屬吳越,素有“宣城自古詩人地”“上江人文之盛首宣城”之稱。建國初期,設宣城專區,后并為蕪湖專區和蕪湖地區;1980年,蕪湖地區更名為宣城地區;1982年4月,宣城地委、行署由蕪湖搬遷至宣城;2000年,宣城撤地建市。宣城市是南京都市圈成員城市,G60科創走廊中心城市,皖南國際旅游文化示范區重要組成部分,皖東南地區的綜合交通樞紐。還是全國的中國文房四寶之城,宣紙制作技藝被列入聯合國非物質文化遺產名錄。宣城市地處東南丘陵與長江下游平原的過渡地帶,市境有“江南詩山”敬亭山,華東第二高峰清涼峰,皖南天然淡水湖南漪湖,神秘的皖南川藏線,“古生物活化石”揚子鱷等景點。
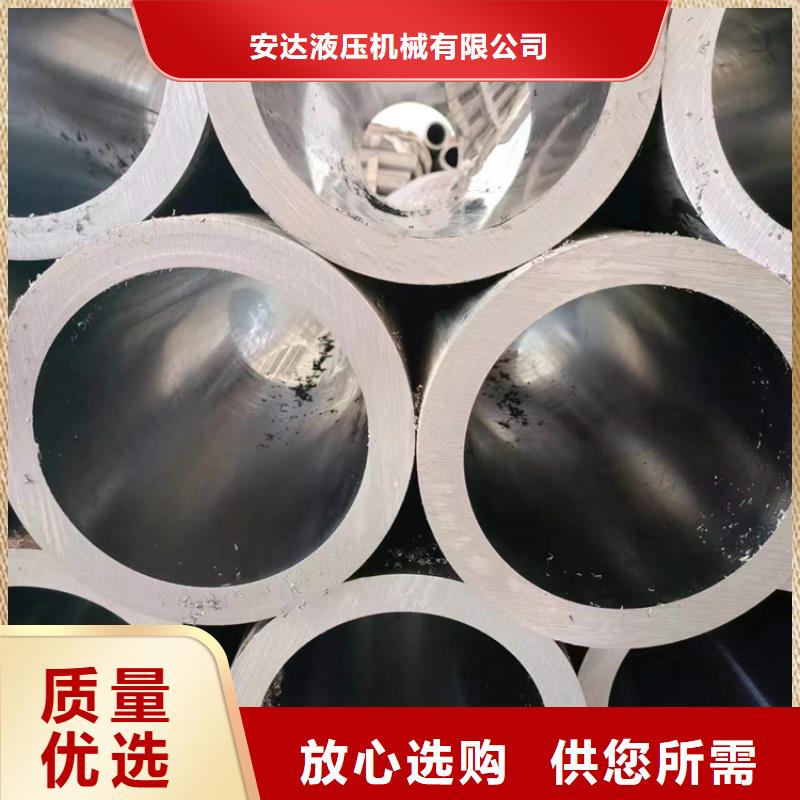
安徽宣城市冷拔珩磨管各種規格
<宣城>九冶管業有限公司

從結構上看珩磨機可以分為臥式和立式兩種,臥式珩磨機的工作行程較長,適用于珩磨深孔,深度可達3000毫米。其水平安置的珩磨頭不旋轉,只作軸向往復運動,工件由主軸帶動旋轉,床身中部設有支承工件的中心架和支承珩磨桿的導向架。在加工過程中,珩磨頭的油石在脹縮機構作用下作徑向進給,把工件逐步加工到所需尺寸。而立式珩磨機的主軸工作行程較短,適用于珩磨缸體和箱體孔等,鑲嵌有油石的珩磨頭由豎直安置的主軸帶動旋轉,同時在液壓裝置的驅動下作垂直往復進給運動,從而完成對珩磨管的加工。

主要的還是外包層的運用,就是在珩磨管表面增設外包層,可以現澆成型,也可以采用噴涂法。同時外包層也可以用珍珠巖、石棉、石膏或石棉水泥、輕混凝土做成預制鋼管,采用膠粘劑、釘子、螺栓固定在鋼布局上,同樣能提高珩磨管的防火性。油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強調的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現較大的誤差,以免損壞缸筒內壁,甚至是導致鋼桶報廢。一般情況下,支承襯套是鑲在珩磨管導向套內徑凹槽處,它主要是對活塞桿起導向及支承作用,要求其內徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時,活塞桿的運動阻力就會增大,造成油缸發顫,支承襯套磨損加快,嚴重時伴有異響,失去支承作用。
<宣城>九冶管業有限公司
安徽宣城市冷拔珩磨管各種規格
總結 選購冷拔珩磨管各種規格來安徽省宣城市找安達液壓機械有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:高經理-17706353138,{QQ:3573482096},地址:[遼河路燕山路交叉口南500米東首]。