
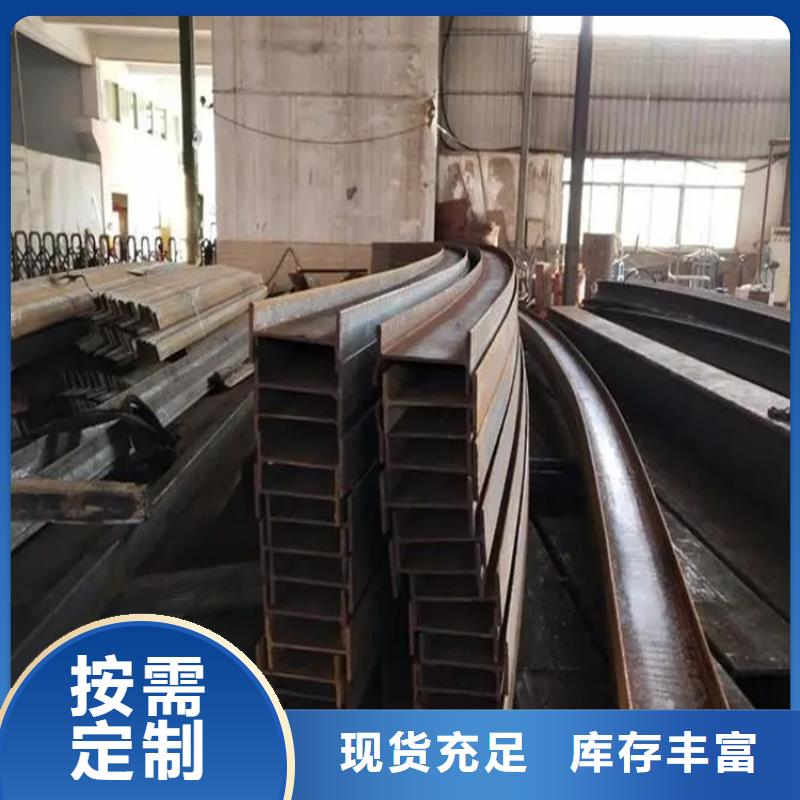



無論您是初次接觸還是已經熟悉,我們的無縫彎管報價API5L標準產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
以下是:無縫彎管報價API5L標準的圖文介紹


怎樣對彎管加工方法進行更好的完善目前彎管機的液壓泵之間的連接,不再需要依賴法蘭進行連接,這種小改進設計不僅可以控制成本浪費,而且在不需要法蘭連接的情況下,發現電機和泵之間的驅動更加順暢,噪音大大改善,將軸泵軸直接連接到電動機主軸,使彎管加工提高了效率,提高了扭轉能力,從而進一步改進了整個液壓管道加工機械。許多使用過彎管機設備的用戶,對彎管機和液壓性能有一定的了解,在彎管機的一些操作中,需要添加壓縮閥來控制彎管機上的夾緊裝置,其電磁閥的原因是為了降低用戶使用成本,因此通常購買的外形規格中,現在也可以滿足他們的產品處理范圍,在常用液壓彎管機設備的設計中,采用更合理的設計,提高彎管加工設備的整體性能,降低成本,同時適當地為企業制造行業的環境保護做出貢獻。
由于彎管機在電動馬達驅動液壓驅動泵時,在電機和泵連接點使用電機和泵連接法蘭,連接油泵和電機之間的驅動器,之后經過研究和改進,彎管加工過程中裂紋原因了解,彎管產生的缺陷和保護微裂紋誘導,并在加熱曲線鋼管中,以超過一定水平的變形溫度,以及在彎管外部會發生微裂紋,在這兩種情況下,都與彎管的材質相關。
為了更好地使用彎管機和液壓彎管機,在管道折彎上添加壓縮閥,是為了減少在進行彎管加工機過載的產品時,以及彎頭滑動或彎管加工不銹鋼管道時,滑動對彎頭加工質量的影響,根據成型條件,彎管加工后通過熱處理使組織重新結合。



在我們生活之中,各種彎頭商品五花八門,有關彎管加工專業技能水準也變得越來越,給我們的日常帶來了相當多的方便。但是商品在生產的過程當中也會出現一些小問題,例如在生產的過程當中呈現出了微裂紋,造成成形的商品展現缺陷等,危害市場銷售。
充分考慮這一緣故,我們在開展彎管加工的過程當中,不但要選擇的專業技能加工工藝予以處理,一起還需求采用適當的對策進行操縱。例如在生產加工的過程當中,假如溫度高于一定標準的情況下,那樣商品的外貌會出現必然水平的變型,那樣商品的外貌會出現許多的細裂痕。因此在生產過程中要求有效操縱它的環境溫度情況。
自然,往往會出現這種問題,一方面主要是因為環境溫度不科學,另一方面的原因是因為常用原材料質量不過關。因此在彎管加工期內很有可能會出現因快速變型也會導致生產加工的機器展現破損的情況。那樣,這種裂痕是如何組成的?實際上,這種裂痕的表達要求一定的標準。
聯系實際加工情況來分析,實際上在彎管加工環節中,期間裂痕長度可以達到縱坐標垂直在位錯,也是說垂直在拉申彈簧吊架,在開展熱處理工藝將來,用戶需求開展坎坷,商品表層的微裂紋就會變成晶拽,一般討論彎管加工機器的結構力學和微裂紋的情況,新產品的抗壓強度在室內溫度下并不是受到影響的。
此外,有關彎頭的坎坷度操縱也是很重要的因素。實際上,針對彎管加工商品來講,不同類型的半經及其聚焦點的不同的產品的坎坷方位也會出現更改,這種產品也成了工程項目管道內不可以欠缺的一部分,如果新產品的厚度呈現出了轉變及其曲折物理性能展現轉變到會對產品品質,商品在再加工時其技術是很重要的。


1、 西藏昌都冷拔方鋼質量保證首先從技術著手,從 西藏昌都冷拔方鋼產品選型上滿足用戶要求,我們將提供技術成熟,并且經過實踐檢驗運行穩定、性能可靠的 西藏昌都冷拔方鋼產品;
2、嚴格制定 西藏昌都冷拔方鋼工藝措施,嚴格執行,要求操作者按圖紙標準要求和工藝文件進行自檢,專職檢驗嚴格把關,不合格的 西藏昌都冷拔方鋼產品杜絕出廠;
3、在安裝期間派技術人員常駐現場,進行技術服務,指導安裝質量,及時與甲方和監理公司部門溝通,發現問題及時解決;



伴隨著加熱爐商品自動化技術生產技術的發展趨勢,及其對生產率的規定,絕大多數超低溫一部分環形管產品的生產制造,將由相對性自動化技術程度高的環形管生產流水線來進行,這對其配置的彎管機器設備明確提出高些的規定.基本生產流水線彎管機一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環形管直段一部分加工工藝焊縫,選用預彎、擠壓成型、鑄軋的方法生產制造小R彎管,再將小R彎管與環形管拼湊的生產制造加工工藝,因而該傳統式生產制造加工工藝成本增加、率低。


彎管的加工技術對日常生活有很大的幫助,但在使用產品的過程中也會出現很多問題,彎管上出現細微裂紋的缺陷,產品在制造過程中,如果高于相應水平的變形溫度就會變形,因此在進行彎管加工時,外部出現一些裂紋,主要與彎管加工鋼管的材料有關的情況有兩種,在這種情況下,在產品變形速度低、張力高的類似成型條件下,彎管加工設備可能會導致損壞。
每個彎管都是在制作過程中通過一些次折彎完成的,在制作過程中管道可以更好地放置在彎管機上,因此設備可以應用鋼管的彎矩,使鋼管布局適當變形,彎頭可以通過前下部模具主缸體的支撐向上移動,這將沿著頂部模具曲線的中心彎管加工直至制造,在加工產品的過程中,相應鋼管的變形主要發生在上部模具中,上部模具起到胎盤的作用,彎管的曲線可以根據其他規格和其他材料塑料變形的閾值進行檢查。
因此,在與其他管相對應的折彎產品的同時,不能在前夾具側放置內管,進行彎管加工的同時,必須事先了解加工要求,為了更好地保證彎管的使用性能,因此將了解彎管的弧度如何工作,接下來因此將討論彎管加工的弧度要求,可以節省管道設備和模具成本,并獲得彎頭空位是平坦或可擴展的曲面。
因此大直徑彎管成型技術的基本過程中,首先焊接橫截面為多邊形的多邊形或兩端閉合的多邊形形狀的殼體,內部填充壓力介質,由于上述幾個原因,用戶可以縮短制造周期,大大降低生產成本,不需要設備,適合現場加工大型彎頭。



