


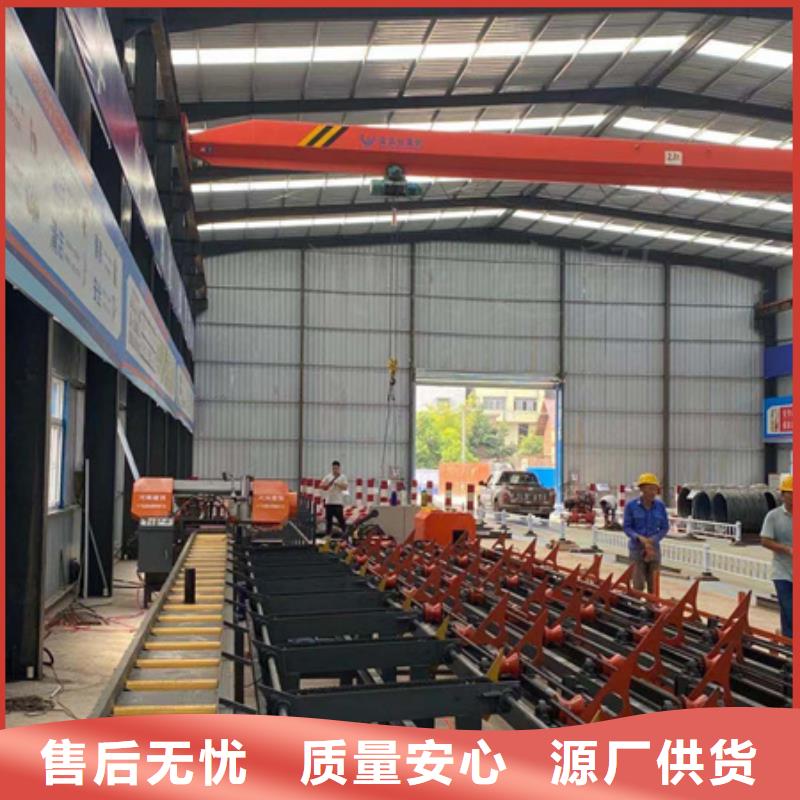



GZ4220數控鋸床特點
1. 設備采用雙立柱結構,整機結構合理,性能穩定。
2. 設備自動化程度高,采用數字光柵尺的送料控制系統,實現送料高精度。是大批量下料的理想設備。
3. 采用觸摸屏PLC控制系統,設定鋸切全過程的自動程序(自動定尺送料-自動夾緊-自動鋸切),可預計5組鋸切工藝參數,使操作更加智能化。
4. 人機界面取代傳統控制面板功能,數字設定,指示燈等,隨時顯示系統狀態,操作指示,參數設定。
5. 采用液壓雙油缸的夾緊方式。
6. 根據加工需求,可定做鋸帶液壓張緊及變頻無極調速。
7. 采用行程開關控制,液壓自動送料功能。
8. 設備帶有斷鋸條保護功能,在鋸條斷開的時候機床自動停機。
鋸帶壓力及進給速率:鋸帶的壓力及進給速率由材料的種類、材料的寬度所決定。
1、較硬的材料和較大寬度的材料要用較大的壓力和進給速率;
2、較軟的材料和較小的寬度要用較小的壓力和進給速率
四、輪廓鋸切:請根據您所需要鋸切材料,選擇***的鋸條種類;再根據您所需要鋸切材料的小弧度(半徑),選擇鋸條的寬度。弧度(半徑)越小,鋸條的寬度越窄。
鋸條張力:在用一根新的鋸條鋸切之前,應首先檢查其張力。如有必要,在少量鋸切后進行拉緊。Cybote雙金屬帶鋸條的預拉緊應力為250—300N/mm2。
帶鋸床導向:鋸切精度取決于帶鋸條導向裝置的設置:裝置越靠近材料,鋸切精度越高。
冷卻與潤滑:大多數的金屬鋸切過程中,冷卻與潤滑是不可缺少的。對于鑄鐵、黃銅、以及一些非金屬材料,如塑料和石墨等,在加工時可以或不必進行潤滑。
箍筋拉爨不需搭接,較之手工作業節省材料,降低了施工成本
由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。
產品特點
自動送線機構,可在線調整間距,誤差小,成型質量高。
自動焊機,焊點,減輕勞動強度
變頻控制拖籠機構,行走精度高
自動拖籠設計,避免焊接過程中因籠子自重導致其彎曲變形。
自動上料裝置,加快上料速度,提率。
模板采用模板環加導管組合,可加速更換籠子直徑和變換籠子主筋根數
平立滾式矯治裝置,矯直效果好,壽命長。
控制系:PLC,觸摸屏,ABB變頻器。

一、及時的清理工作臺面及鋸架內的切屑,以免堵塞鋸齒。
二、經常檢查冷卻液與液壓油的清潔度與容量,及時過濾或增添,保證供油、供液充足。
1、點動運轉按鈕,檢查鋸條是否按逆時針運轉。檢查其它按鈕是否正確。2、將鋸條套到兩輪上,并卡入導向輪和導塊中,用扭力扳手轉動帳緊螺桿張緊鋸條,張緊扭力為20-25N.m,聽到扭力扳手發出咯咯聲或看到指針讀數即可。3、調整溢流閥,將液壓系統壓力調至1.8MPa(看壓力表),檢查有無管路漏油,油箱內油液中若有氣泡,說明回路中存在空氣。
鋸床它主要是由底座、床身、立柱、鋸梁、傳動機構、導向裝置、張緊裝置、送料架、液壓傳動系統、電氣控制系統以及潤滑和冷卻系統所組成的。
三亞鋼筋帶鋸床廠家數十年行業經驗 <三亞>建貿機械設備有限公司
河南建貿機械設備有限公司技術力量雄厚,鋼筋帶鋸床制作工藝精良,采用高起點、大投入的經營策略,不斷將新科技、新工藝應用于鋼筋帶鋸床產品生產和新品開發中,使產品質量得到可靠的保證,聘用某些具有著豐富*的專業 和具有著很強專業化知識,責任心并有一定實際工作能力的機械,電氣工程師組成,專門負責數控設備日常**工作。二床按傳動結構沖床分五類一,液壓類,字面上理解液壓沖床是通過液壓傳動的,噸位極其大,也極其常見。
河南建貿機械設備有限公司++專業鋼筋籠設備生產廠家**鋼筋籠繞筋機**鋼筋籠盤筋機**鋼筋籠滾籠機*簡易鋼筋籠設備**鋼筋籠一次成型機*廠家直銷*質量好價格廉*售后服務有保障*歡迎新老客戶選購!
河南建貿機械+專業鋼筋連接設備廠家++鋼筋籠繞筋機+鋼筋籠盤筋機++工地省工神器++鋼筋籠簡易設備+全自動鋼筋籠滾籠機++數控鋼筋籠纏繞機++效率高+單雙筋兩用+出籠子漂亮+間距可調+廠家直發+廠家優惠大+質量有保證++售后無憂++歡迎選購!
jmc