



我們的珩磨管油缸管源廠供貨視頻現(xiàn)已上線,它比任何文字描述都能更直觀地展示產(chǎn)品的魅力。請點擊觀看。
以下是:珩磨管油缸管源廠供貨的圖文介紹

安達液壓機械有限公司擁有完整、科學的質(zhì)量管理體系,以誠為本,以品求存,在誠信、實力和【安徽淮北液壓油缸管】產(chǎn)品質(zhì)量上均獲得業(yè)界的認可,【安徽淮北液壓油缸管】產(chǎn)品暢銷全國各地。我們多年來一直堅持“以人才為根本,以市場為導向,全心全意為客戶服務”的經(jīng)營理念,堅持“以顧客為上帝、質(zhì)量為生命、管理為核心”的發(fā)展道路,本著“誠信、務實、創(chuàng)新”的企業(yè)精神,不斷進行技術改造和設備更新,不斷研究、學習和借鑒國內(nèi)外先進工藝技術,緊跟市場需求積j i開發(fā)新品種,滿足廣大消費者的需求。我們以熱情周到的服務,過硬的【安徽淮北液壓油缸管】產(chǎn)品質(zhì)量,贏得了越來越多的客戶,熱烈歡迎各界朋友蒞臨參觀、指導和業(yè)務洽談。


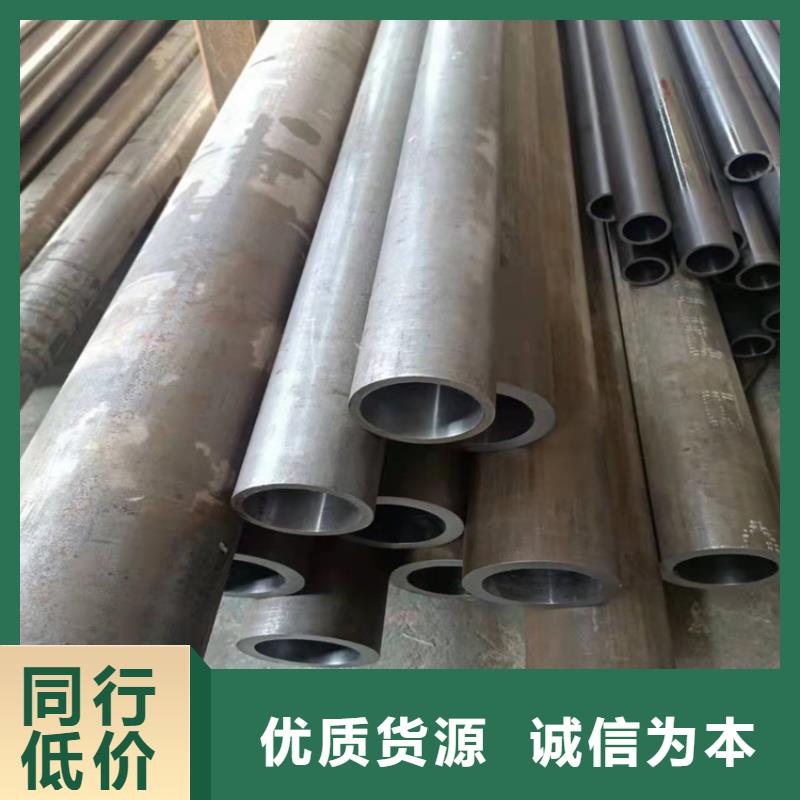
直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊條、焊劑應與所焊管材相匹配,其牌號必須有明確的依據(jù)資料,有產(chǎn)品合格證,且在有效使用期內(nèi)。焊條、焊劑在使用前應按其產(chǎn)品說明書規(guī)定烘干,并在使用過程中保持干燥,在當天使用。焊條藥皮應無脫落和顯著裂紋。



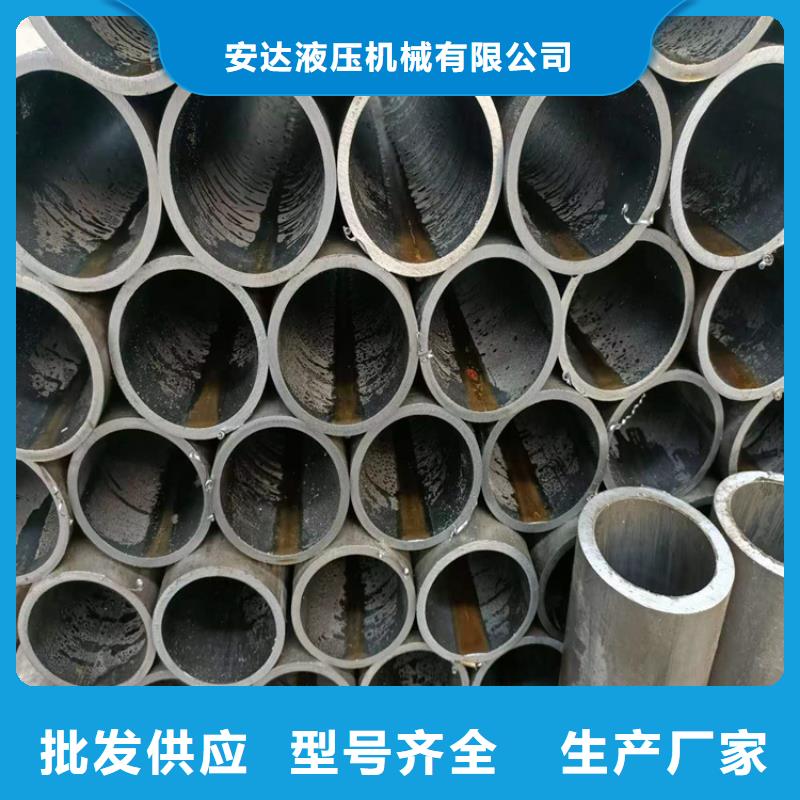
油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強調(diào)的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現(xiàn)較大的誤差,以免損壞缸筒內(nèi)壁,甚至是導致鋼桶報廢。一般情況下,支承襯套是鑲在珩磨管導向套內(nèi)徑凹槽處,它主要是對活塞桿起導向及支承作用,要求其內(nèi)徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時,活塞桿的運動阻力就會增大,造成油缸發(fā)顫,支承襯套磨損加快,嚴重時伴有異響,失去支承作用。但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發(fā)生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內(nèi)徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。


點擊查看安達液壓機械有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
