

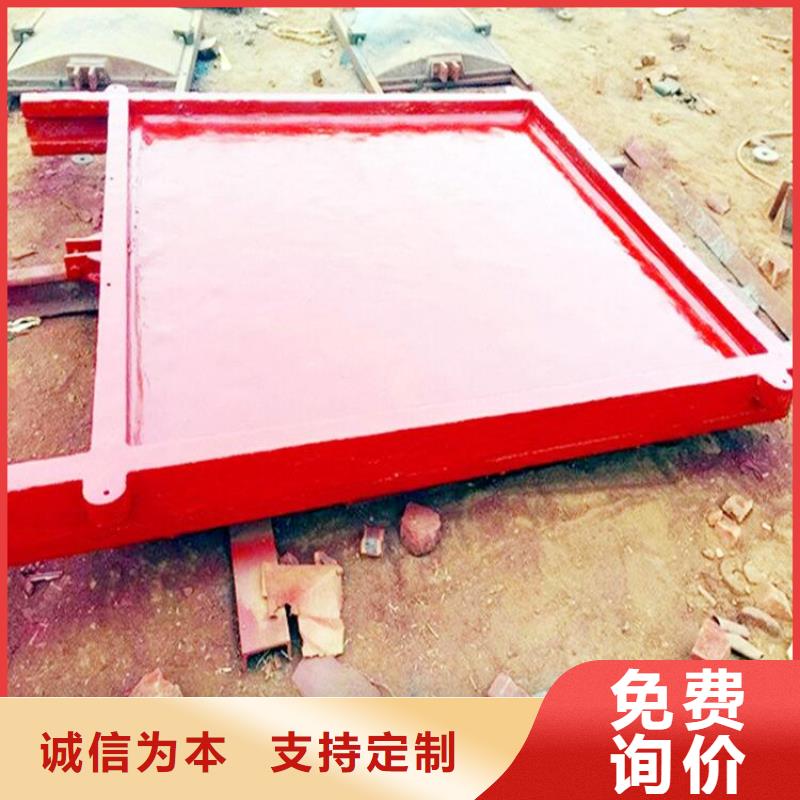


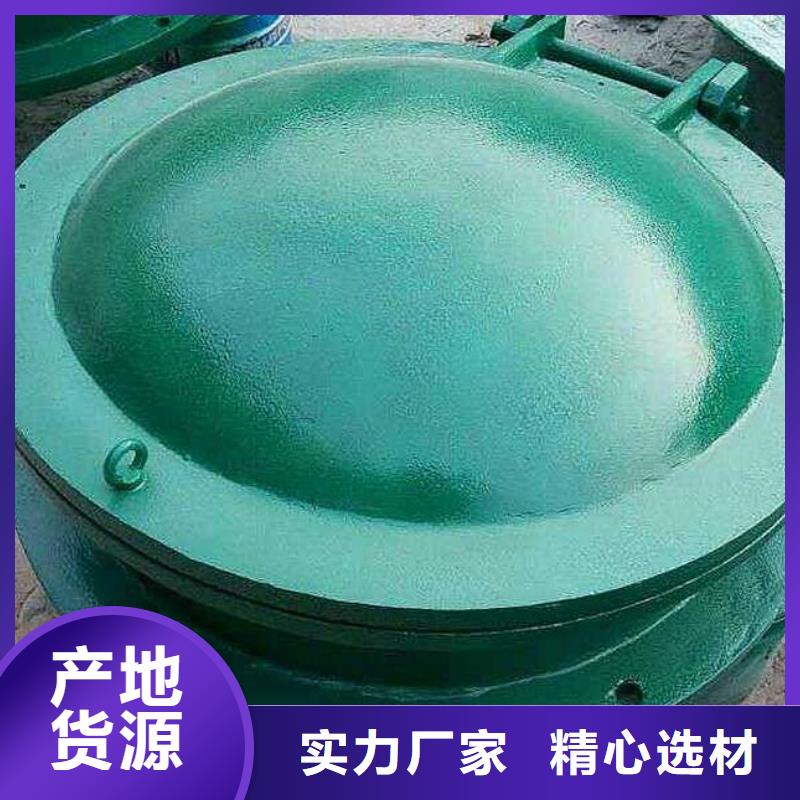






閘門用于關閉和開放泄(放)水通道的控制設施。水工建筑物的重要組成部分,可用以攔截水流,控制水位、調節流量、排放泥沙和飄浮物等。 鑄鐵閘門是一種小型平板閘門,廣泛使用于取水輸水、市政建設,給水排水、農田灌溉等工程中,通常設置在渠道、涵管的進水口,用作工作閘門調節流量、控制水位,或用作檢修閘門關閉孔口擋水。鑄鐵閘門有方形、圓形兩種。鑄鐵閘門一般由門葉和門框兩部分組成,門體和門框的材料為鑄鐵,一般整體鑄造、整體加工。門體一般采用面板與加強肋的結構,面板可做平面或拱形。門體一般整體鑄造和機加工,但尺寸較大的可采用分塊組成式。 直升式平面滑動主要由閘框、閘板、吊座及緊閉斜鐵等零部件組成。為克服以往鋼門易銹蝕的缺點,閘框、閘板全采用鑄鐵組成,其中閘框又由上橫梁、下橫梁、左直梁、右直梁組成。為了制造、運輸、安裝方便,閘板一般根據其大小或高度情況由上下幾部分拼裝組成。 
鑄鐵閘門作為重要的金屬結構設備,不管是在過去還是在現在,在水工建筑物中起著重要的作用,適用于排水工程、修建渠道工程、市政工程、污水處理廠工程,但是,你知道嗎,鑄鐵閘門是會變形的。那么,鑄鐵閘門變形的原因是什么?我們又能怎么解決這一問題呢?造成鑄鐵閘門變形,其原因不外乎是兩種,一是閘門本身質量不行,二是因為鑄鐵閘門的錯誤使用或是沒有做好日常保養工作。具體一點,就是:閘門質量會造成鑄鐵閘門變形,這是我們都肯定的一點。畢竟高質量的鑄鐵閘門本身就具有一點的剛度和強度,能承受得住水壓,如果再加上日常維護保養好鑄鐵閘門,如在鑄鐵閘門表面做防銹噴鋅處理,這樣也會加強鑄鐵閘門的性能,讓鑄鐵閘門不那么容易變形;但是,劣質的鑄鐵閘門就不同了,由于鑄鐵閘門生產時用的是劣質材料或是“缺斤少兩”,亦或是生產時沒有使用先進生產工藝和設備來生產鑄鐵閘門,其質量就差多了,就算剛開始使用時沒有出現變形情況,在日后使用過程中還是會因水壓和運行時間而出現變形情況。所以,大家在選購鑄鐵閘門的時候,我們都會建議大家選擇高質量的鑄鐵閘門。
詳情介紹手動閘門手動鑄鐵閘門廠家發貨手動閘門,手動鑄鐵閘門,電動鑄鐵閘門廠家技術參數河道用手動閘門維護就是對經常檢查發現的缺陷和問題,隨時進行保養與局部修補,以保持工程及設備完好。啟閉機械在使用過程中由于磨損、受力、振動和時效等原因,會引起設備的動力性、經濟性和可靠性能降低,產生隱患和故障。因此必須根據設備技術狀況、變化規律,經常進行必要的維護作業,減少磨損,隱患和故障,保持設備始終處于良好的技術狀況,以延長使用壽命,減少運行費用確保可靠地運行。河道用手動閘門,手動鑄鐵鑲銅閘門主要用于給排水、防汛、灌溉、水利、水電工程中,用來截止、疏通水流或起調節水位的作用,根據建設部通用標準和美國AWWA標準設計生產。它采用獨特的外弧形設計,結構合理、受力均勻,采用優質灰口鑄鐵或球墨鑄鐵、不銹鋼制造,止水密封面鑲銅條或橡膠,并經精密加工后配研,達到平面接觸密封,密封性能好,當密封止水性能下降時,可通過楔塊裝置的調整加以解決。河道用手動閘門是裝于溢流壩、岸邊溢洪道、泄水孔、水工隧洞和水閘等建筑物的空口上,用以調節流量,控制上、下游水位、宣泄洪水、排除泥沙或漂浮物等,是水工建筑物的重要組成部分。在水閘工程中,閘門是主體部分,常占擋水面積的大部。閘門又分為平板閘門和弧形閘門.(1)泄水前應檢查下游渠道內有無人員及船只滯留在閘下附近;(2)閘門周圍有無漂浮物卡阻,門體有無歪斜,門槽是否阻塞,閘門與啟閉機的連接是否牢靠;(3)有旁通閥的建筑物,要檢查其是否正常;有通氣孔的建筑物,要檢查通氣孔是否暢通;(4)上游有無船只、漂浮物或其他可能影響正常行水的障礙物手動鑄鐵閘門主要技術性能參數:1.型號與規格:方閘門:明桿式ZMFDN200~DN2500mm2.手動閘門主要性能指標:a)閘門密封面配合間隙≤0.1㎜,密封座厚度大于10㎜。b)密封面每米長度滲水量:正向≤0.7L/minm反向≤1.25L/minmc)公稱壓力≤0.1Mpa;密封試驗壓力0.1Mpa。d)工作環境:溫度-20℃~120℃濕度:95%工作介質:水與污水PH值:5~10e)安裝位置:正常狀態下正向迎水、處于鉛垂狀態。f)工作水頭:單向受壓:正向:10m反向:5m雙向受壓:均為10mg)啟閉速度:不小于0.2m/min,不大于1.5m/min。h)閘框距邊壁距離≥300㎜,距池底距離≥150㎜~250㎜。手動閘門,手動鑄鐵閘門,電動鑄鐵閘門(新河世誠水工機械廠)
鑄鐵閘門是以鑄鐵為原料制作的,具有耐腐蝕、止水密封好、安裝簡單、使用壽命長等優點。有單、雙向止水,止水采用精加工后自身或鑲銅、不銹鋼等方式止水。結構形式有ZFZ方型鑄鐵閘門、ZPS雙向止水鑄鐵閘門、ZHZ弧形鑄鐵閘門等。鑄鐵閘門噴砂用氣操作壓力小,少于0.5MPa,配備6m3/Sr空氣壓縮機,采用流動式空氣壓縮機時,其排氣量為6m3/s,額定壓力為0.8MPa,功率為37kw。噴砂處理所用的壓縮空氣必須經過冷卻裝置及油水分離器處理,以保證壓縮空氣的干燥、無油,油水分離器必須定期清理。噴砂時噴嘴尺寸為6~8mm,在使用過程中,由于磨損,孔口直徑增大了25%時宜更換噴嘴。經噴砂處理并檢驗合格的金屬表面,在運輸或防腐施工前應保持干凈,避免沾染上水或油污雜質。并且不能直接用手接觸金屬表面,以防止局部返銹,已沾染上油污的金屬表面必須用相應的有機溶劑進行處理。以噴槍中的壓縮空氣為原動力,在驅動裝置推動下,鋅絲通過噴嘴,在氧一乙炔焰的加熱下,成為熔融體。借壓縮空氣使之霧化成微粒并噴射到工件上,形成熱噴涂鋅保護層。
