您的位置>首頁 >萊蕪當地行業新聞News >
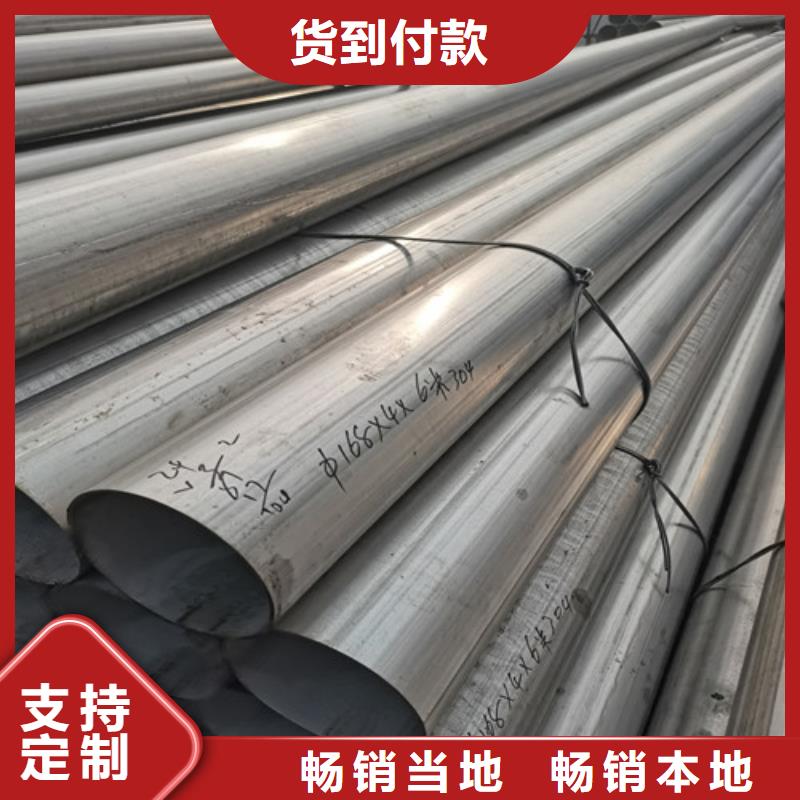
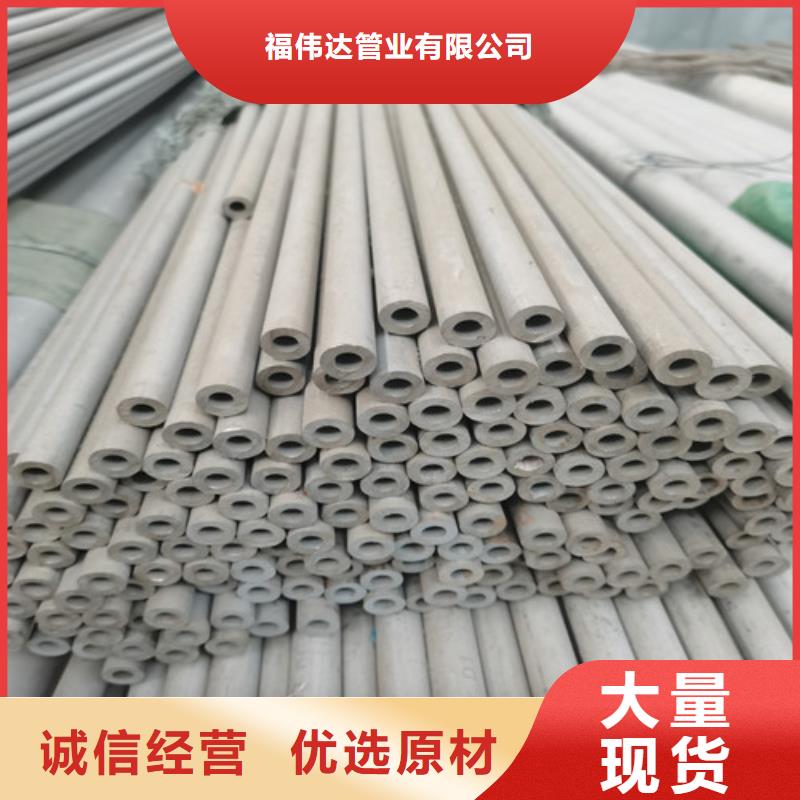
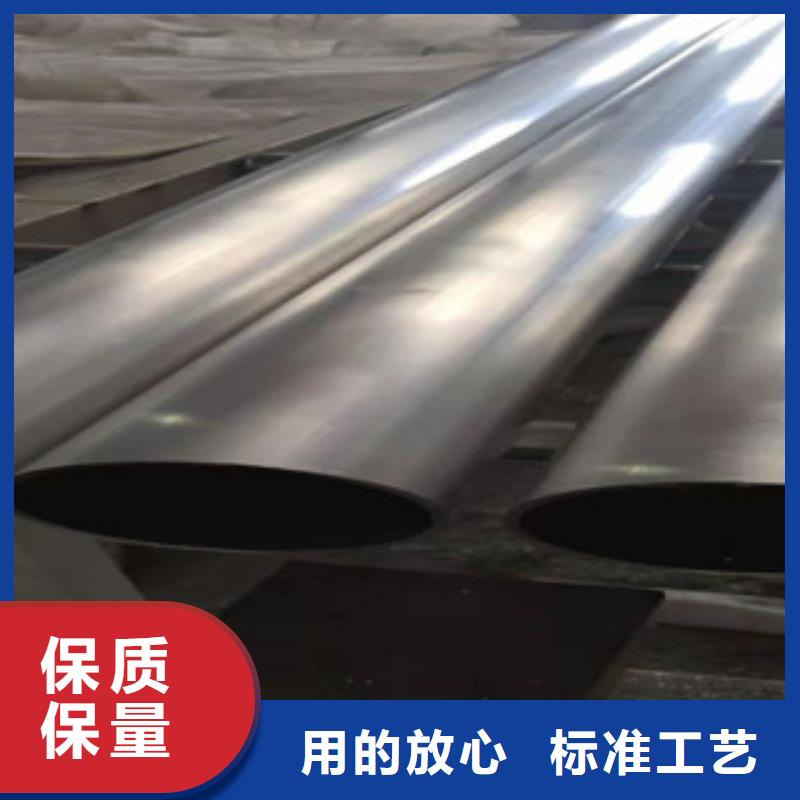
專業生產制造薄壁不銹鋼焊管
更新時間: 2024-12-30 00:57:34 瀏覽次數:3
以下是:專業生產制造薄壁不銹鋼焊管的產品參數
| 產品參數 |
|---|
| 產品價格 | 19500/噸 |
|---|
| 發貨期限 | 當天 |
|---|
| 供貨總量 | 9999噸 |
|---|
| 運費說明 | 送貨上門 |
|---|
| 最小起訂 | 100Kg |
|---|
| 質量等級 | 1 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品品牌 | 福偉達 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 全國 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 酸洗面 |
|---|
| 質保時間 | 2 |
|---|
| 外形尺寸 | 齊全 |
|---|
| 適用領域 | 化工,排水供水管,鍋爐管,加工件 |
|---|
| 是否進口 | 否 |
|---|
| 工作溫度 | 200--1100 |
|---|
| 產地 | 山東 |
|---|
| 品牌 | 福偉達管業 |
|---|
| 型號 | 304 201 316L 310S 2205 2507 2520 904L |
|---|
| 價格 | 19500 |
|---|
| 庫存 | 999999 |
|---|
以下是:專業生產制造薄壁不銹鋼焊管的圖文視頻
導讀 專業生產制造薄壁不銹鋼焊管_福偉達管業有限公司,固定電話:13562021177,移動電話:0635-8886991,聯系人:張經理,QQ:448166966,聊城經濟技術開發區發貨到山東省 萊蕪市 萊城區、鋼城區 發貨到 山東省萊蕪市。 山東省,萊蕪市 萊蕪市歷來是兵家必爭之地,春秋時期在這里發生過“長勺之戰”,解放戰爭時期華東野戰軍曾在此發動了“萊蕪戰役”。萊蕪市榮獲“衛生城市”、“園林城市”、“森林城市”和“中國旅游城市”,五次榮獲“全國雙擁模范城”稱號。2017年,萊蕪市入選為第五屆全國文明城市。2018年11月,入選中國城市小康指數前100名。2019年1月,國務院批復同意撤銷地級萊蕪市,轄區劃歸濟南市;設立濟南市萊蕪區(原萊蕪市萊城區);設立濟南市鋼城區(原萊蕪市鋼城區)。
不銹鋼管在生產加工中也是會發生一些較為普遍的難題,在其中就會有厚壁管不均勻的難題,這個問題也是一切正常的我們要在生產加工的全過程多留意就可以了,可是難題發生了我們要如何解決呢?它的關鍵反映為螺旋狀壁厚不均勻、平行線狀壁厚不均勻及頭尾端厚度稍厚、偏薄等。下邊大家就而言下不銹鋼無縫管厚壁管不均勻要如何解決呢? 不銹鋼無縫管壁厚厚不均勻的關鍵要素。例如螺旋狀壁厚不均勻誘因是:切割機軋制軸線歪斜、兩熱軋帶鋼的傾斜角不一或頂邊前壓下量過小等調整緣故導致的厚度不均勻,一般沿無縫鋼管的總長呈螺旋狀遍布。 在不銹鋼無縫管軋制全過程中定心輥開啟太早、定心輥調整不合理及其小鏈顫動等導致的厚度不均勻,一般沿無縫鋼管總長呈螺旋狀遍布能夠采用的對策是:調整切割機軋制軸線,使兩熱軋帶鋼的傾斜角相同,按軋制表給出主要參數調整軋管機。 對于二種狀況,依據不銹鋼無縫管出入口速率調整定心輥打開時間,軋制全過程中定心輥不必開啟太早,以避免 小鏈顫動,導致壁厚不均勻。定心輥張口度必須 依據毛管直徑的轉變作適度調整,并考慮到毛管顫動量的尺寸。這幾個方面便是針對不銹鋼無縫管發生厚壁管不均勻的難題解決方法。文章來源于網絡,如有侵權或違規,請聯系我們進行刪改。



廠家直銷,萊蕪價格更加合理。讓客戶滿意是我們的宗旨。我們公司愿與各界朋友建立和發展經濟貿易合作關系。


總結 聯系人:張經理,電話:13562021177,福偉達管業有限公司在山東省萊蕪市本地專業從事專業生產制造薄壁不銹鋼焊管,山東省萊蕪市各個縣市以及周邊城市均可提供送貨上門服務!