
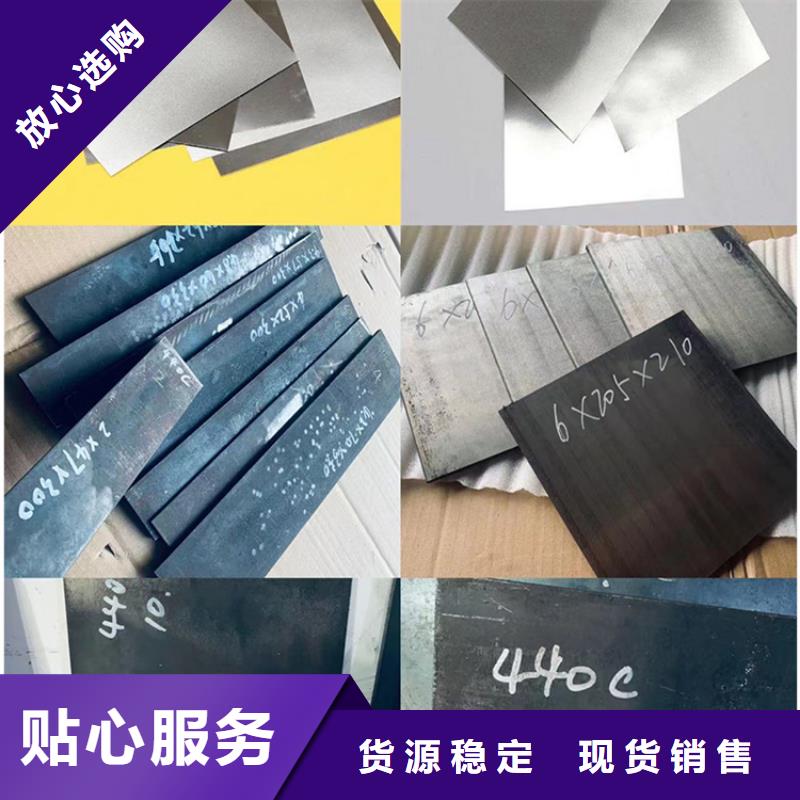



平頂山供應440C薄板 淬火硬度 天強特殊鋼有限公司
由于不銹鋼薄板的屈服點高,硬度高,冷作硬化效應顯著,不銹鋼薄板進行拉深時其特點如下: 1.1因導熱性比普通低碳鋼差,導致所需變形力大; 1.2不銹鋼薄板拉深時,塑性變形劇烈硬化,薄板拉深時容易起皺,滿要較大的壓邊力; 1.3板料在拉深凹模圓角處的彎曲和反向彎曲所引起的回彈,通常會在產品側壁形成凹陷變形使得尺寸精度和形狀要求較高的產品需要增加整形工序來達到。 1.4不銹鋼薄板拉深過程中容易出現粘結瘤現象。 針對粘結瘤問題,經過實踐證明:選用鑄鋁青銅、硬鋁青銅防粘效果較好;采用碳化鎢鋼結硬質合金制造凹模比用Cr12Mov軟氮化制造凹模壽命提高數倍,且不粘模;如果采用代號3054合金鑄鐵,只需在模具表面進行火焰淬火,模具表面不會出現粘結瘤。

不銹鋼薄板沖壓拉深時,要選用黏度大的潤滑液,一般采用氯化乙烯漆(G01-4)噴涂板料表面,拉深時再涂機油,沖壓件表面得到保護,質量好。但氯化乙烯漆的環保性能差,更主要的是拉深后需用香蕉水清洗,氣味大,對操作工有影響。近年來,有新型的不銹鋼拉深油和水基拉深液不斷問世,效果好,環保性能好,可作為替代氯化乙烯漆的不銹鋼拉深潤滑油。比如FH100型拉深油,效果良好,在生產中已推廣使用。安排合理的工藝路線不銹鋼材料不但強度高,變形抗力大,在拉深過程中承受塑性變形而產生加工硬化,使材料的力學性能發生變化,其強度和硬度會明顯提高,而本身塑性會降低,金屬冷加工變形后,晶粒破碎,晶格歪扭,處于一種不穩定狀態,即殘存的內應力。這種內應力使變形后的拉深件有改變形狀的狀態趨勢,致使成品或半成品長期存放會產生變形或裂紋。

薄板6mm薄規格鋼板板型控制的工藝研究:結合濟鋼中板廠的設備及工藝現狀從設備能力、工藝技術和生產管理上對生產6 mm薄規格板進行系統的研究與改進實施了軋制穩定性研究、板型控制技術開發、軋輥冷卻技術改造、軋制規程的合理分配、生產計劃的科學編排等一系列工藝技術措施6 mm板板型控制能力得到較好保障實現了6 mm板的化軋制有效提高了6 mm薄規格鋼板的生產能力。軋輥冷卻水的使用加熱工藝的制定軋制規程等方面分析控制在3000mm軋機成功軋制6mm×2200mm薄規格板鋼板板形良好。
