



賽普塑料制品有限公司一直以來奉行“ 河南漯河PE加藥箱貨真價實,價格低廉,”杜絕銷售假冒偽劣 河南漯河PE加藥箱產品,不欺瞞客戶,誠信對待客戶,真正做到為客戶考慮,出謀劃策.提供參考意見,并以誠信待客,多年來在河南漯河周邊地區贏得眾多客戶。


塑料托盤的發展得益于幾個因素,首先塑料托盤本身性能優越;其次近年來 加大了對森林砍伐的控制,使木材成本大幅上揚,加上歐美對木制托盤的要求越來越苛刻,刺激了塑料托盤的使用;再者就是塑料托盤加工設備自動化程度高、產量大。隨著中國塑料機械性能提高和原料價格下跌,使塑料托盤的成本不再是制約使用的瓶頸。



目前國內塑料托盤的制造方法主要有注塑、吹塑兩種生產工藝,藍色新料塑膠踏板,它們有什么區別?又有怎么的使用特點呢?在哪種環境下改使用哪種托盤呢?
生產設備
注塑托盤采用大型注塑機一次注塑成型,產品結實耐用。吹塑托盤采用吹塑機中空吹塑成型,但在制造的過程中下料較多;就單個產品制造時間來說,注塑的托盤時間更短些
產品結構
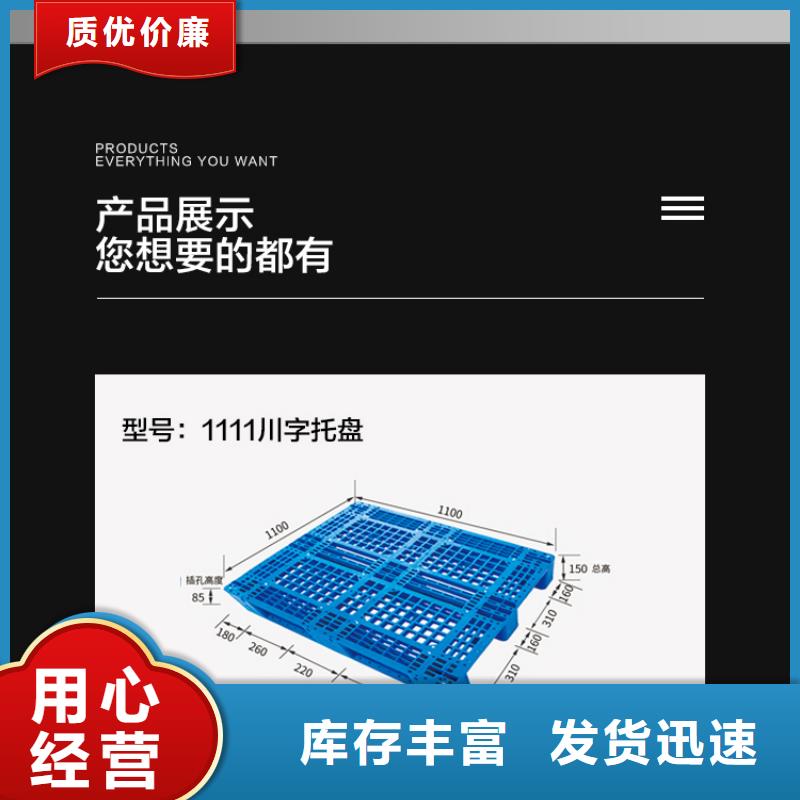
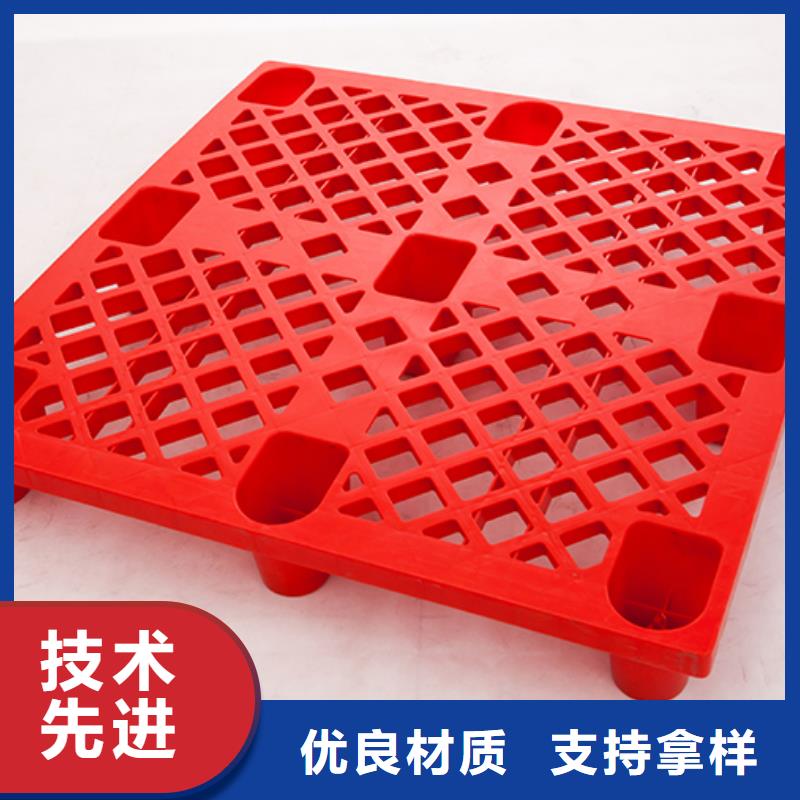
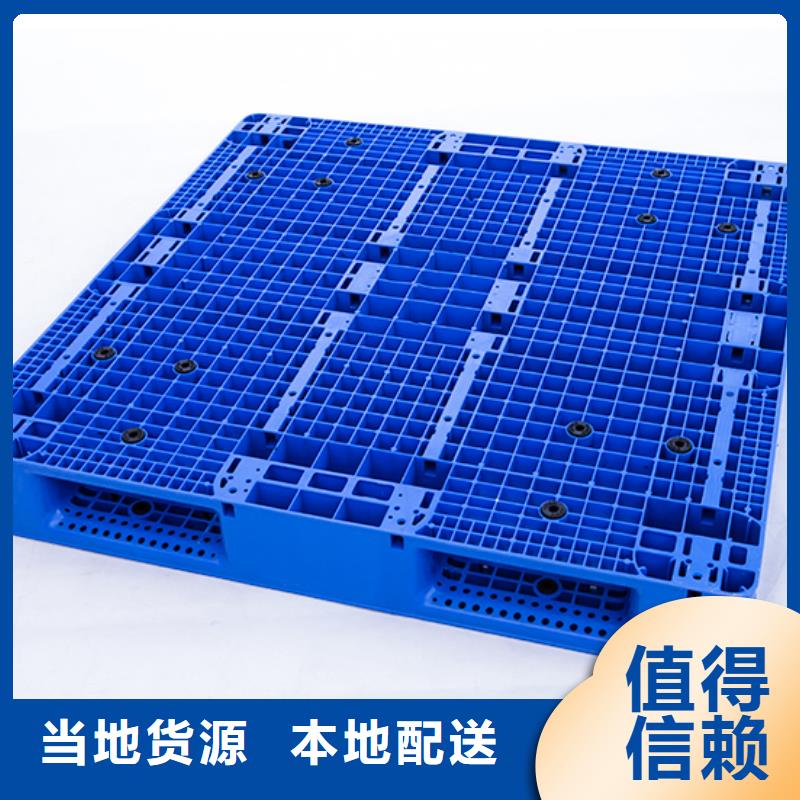
吹塑托盤外觀表面會有吹塑孔,中間全部空置,只能生產雙面托盤,不能生產單面托盤,網格防潮板塑料托盤,而且產品進叉使用方向一般是兩向進叉使用;而注塑托盤外觀表面可以分為平板、網格等形狀,底部有川子、田字、七角、九腳等多種結構,產品單面、雙面都可以生產,平板托盤塑料托盤,可以滿足不同行業的客戶需求使用。靈活性更大些。



塑料托盤的制作流程
其特征在于該方法包括以下步驟:
以高密度聚乙烯和高密度聚丙烯為原料,分別將兩種原料粉碎成粒度為2~6毫米的顆粒,清洗后在100~120℃烘干2~4小時,得到干燥固體原料;
將上述兩種干燥固體原料混合,混合比例為:再生高密度聚乙烯占原料總重的重量百分比為10~30,全新高密度聚丙烯占原料總重的重量百分比為90~70,得到原料混合物,在原料混合物中分別加入占原料混合物重量百分比為2~6的彈性體增韌劑、占原料混合物重量百分比為0.5~3的交聯劑、占原料混合物重量百分比為0.5~2的流動助劑以及占原料混合物重量百分比為0.5~0.6的有機顏料,混合均勻,得到混合物;
使上述混合物在2萬克至4萬克的注塑機中,經柱塞料筒中100℃~220℃反應后注塑成型,模具溫度為20~50℃,注射壓力為80~140MPa,保壓壓力為注射壓力的30%~60%,背壓為5~20MPa,得到塑料托盤。
