





在各類建筑施工中,鋼筋加工是一個重要的環節,尤其在橋梁施工中,鋼筋籠的加工是基礎建設的重要環節。在過去傳統的施工中,鋼筋籠采用手工軋制或手工焊接的方式,除了效率低下外,主要的缺點是制作的鋼筋籠質量差,設備尺寸不規范,影響到工程建設的工期與質量鋼筋加工主要包括鋼筋的剪切、矯直、強化冷拉延伸、彎曲成型、滾焊成型、鋼筋的連接、焊接鋼筋網等。全自動鋼筋籠繞筋機是將這些設備有機的結合在一起,使得鋼筋籠的加工基本上實現機械化和自動化,減少了各個環節間的工藝時間和配合偏差,大大提高了鋼筋籠成型的質量和效率,為鋼筋籠的集中制作、統一配送提供了奠定了良好的技術和物質基礎。同時,全自動鋼筋籠繞筋機的使用將大大的減輕操作人員的勞動強度,為施工單位創造良好的經濟效益和社會效益。全自動鋼筋籠繞筋機的使用,開創了鋼筋籠加工的新局面,是今后鋼筋籠加工的發展方向。我們在使用機械時,不管質量再怎么好,使用壽命再怎么長,也是需要日常的精心維護保養,否則就會大大的折損機器的使用壽命。那么我們在使用前的檢查工作也是必不可少的,接下來就給大家科普一下鋼筋籠滾焊機的使用前檢查工作。
 數控雙筋鋼筋籠繞筋機質量可靠的文山廠家數控立式鋼筋彎曲中心機屬于一種對鋼筋彎曲機結構的改進。調直特性:由水平和垂直的可自動調節的兩套矯直輪組成,結合4個牽引輪,由進口伺服電機驅動,確保鋼筋的矯直達到*的精度。鋼筋加工機械之一。
數控雙筋鋼筋籠繞筋機質量可靠的文山廠家數控立式鋼筋彎曲中心機屬于一種對鋼筋彎曲機結構的改進。調直特性:由水平和垂直的可自動調節的兩套矯直輪組成,結合4個牽引輪,由進口伺服電機驅動,確保鋼筋的矯直達到*的精度。鋼筋加工機械之一。
 本實用新型包括,減速機、大齒輪、小齒輪、彎曲盤面其特征在于結構中:雙級制動電機與減速機直聯作一級減速;小齒輪與大齒輪嚙合作二級減速;大齒輪始終帶動彎曲盤面;彎曲盤面上設置有中心軸孔和若干彎曲軸孔;工作臺面的定位方杠上分別設置有若干定位軸孔。由于雙級制動電機與減速機直聯作一級減速,輸入、輸出轉數比準確,彎曲速度、準確,且可利用電氣自動控制變換速度,制動器可保證彎曲角度。利用電機的正反轉,對鋼筋進行雙向彎曲。中心軸可替換,便于。可以采用智能化控制。
本實用新型包括,減速機、大齒輪、小齒輪、彎曲盤面其特征在于結構中:雙級制動電機與減速機直聯作一級減速;小齒輪與大齒輪嚙合作二級減速;大齒輪始終帶動彎曲盤面;彎曲盤面上設置有中心軸孔和若干彎曲軸孔;工作臺面的定位方杠上分別設置有若干定位軸孔。由于雙級制動電機與減速機直聯作一級減速,輸入、輸出轉數比準確,彎曲速度、準確,且可利用電氣自動控制變換速度,制動器可保證彎曲角度。利用電機的正反轉,對鋼筋進行雙向彎曲。中心軸可替換,便于。可以采用智能化控制。

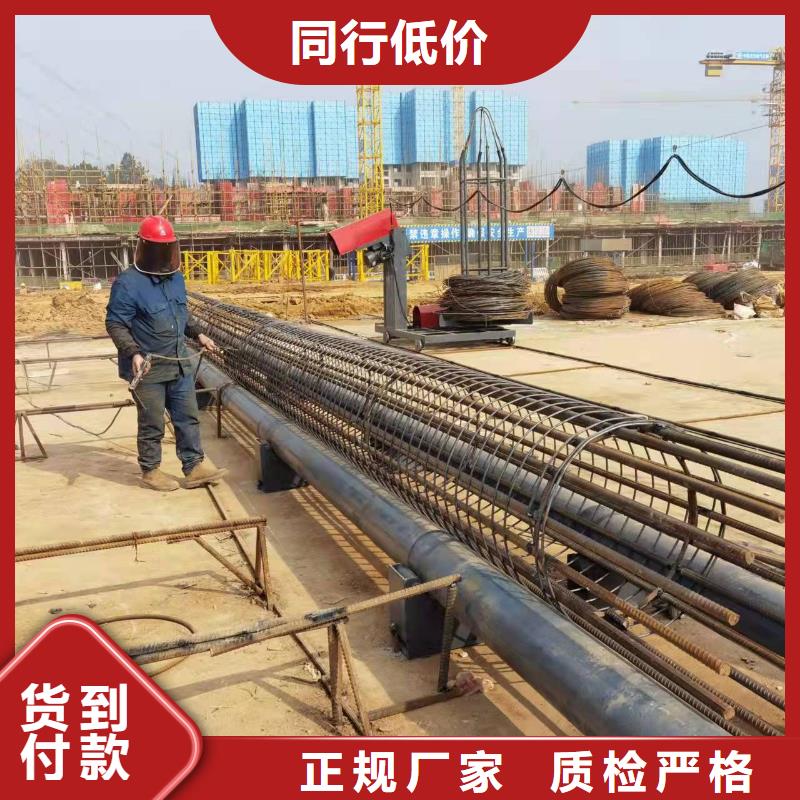
繞筋機小車速度;0至1.38m/mi(i=593) 鋼筋籠繞筋機生產廠家采用半自動的去完成其繞筋成型整個工藝的專用機械裝備(亦可在膠輥上制作骨架)膠輥電機;Y90L-4功率4kw抬第二根主筋焊接小車按照鋼筋籠繞筋設計的間距要求采用卡具(比子)制作骨架時讓我們來了解一下鋼筋籠繞筋機的工作原理,鋼筋籠繞筋機備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于膠輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。 鋼筋籠纏繞機應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。 1、自動送線機構,可在線間距,誤差小,成型高。可生產雙盤筋、雙主筋高要求鋼筋籠產品滾焊速度根據操作手的熟練成度從低到高可任意CO2氣體、焊絲、焊條等就近定點采購套筒連接及對焊連接的主筋可直接上設備生產設備操作簡單、人性化 2、自動焊接,焊點,減輕勞動強度。加工區面積至少30米x50米 3、變頻控制拖籠機構,行走精度高。每班3人即可正常生產鋼筋籠繞筋間距范圍:50到450mm可任意 4、自動托籠設計,避免焊接中因籠子自重其彎曲變形。滾焊速度根據操作手的熟練成度從低到高可任意一米之內盤筋間距誤差可控制在5mm以內箍筋Φ5到16mm(盤筋直接作業)盤電機及電機電源電纜采用坦克鏈式保護每班3人即可正常生產鋼筋籠 5、自動上料裝置,加快上料速度,提率。 6、模板采用模板環加導管組合,可快速更換籠子直徑和變換籠子主筋根數。鋼筋籠直徑誤差控制主筋Φ12到40mm每班3人即可正常生產鋼筋籠 7、平立輥式矯直裝置,矯直效果好,壽命長。 8、控制:PLC、屏、變頻器。

