





金海金屬材料有限公司成立至今,秉承“雙贏”的發展理念,贏得了國內一大批企業、個人、商家的信任和支持!
金海金屬材料有限公司重視人才、技術,實施的現代企業動作機制,堅持以“以客為本精益求精”的宗旨和持續發展的理念,不斷完善【四川眉山結構無縫鋼管】,推陳出新,以滿足不同客戶的需求。


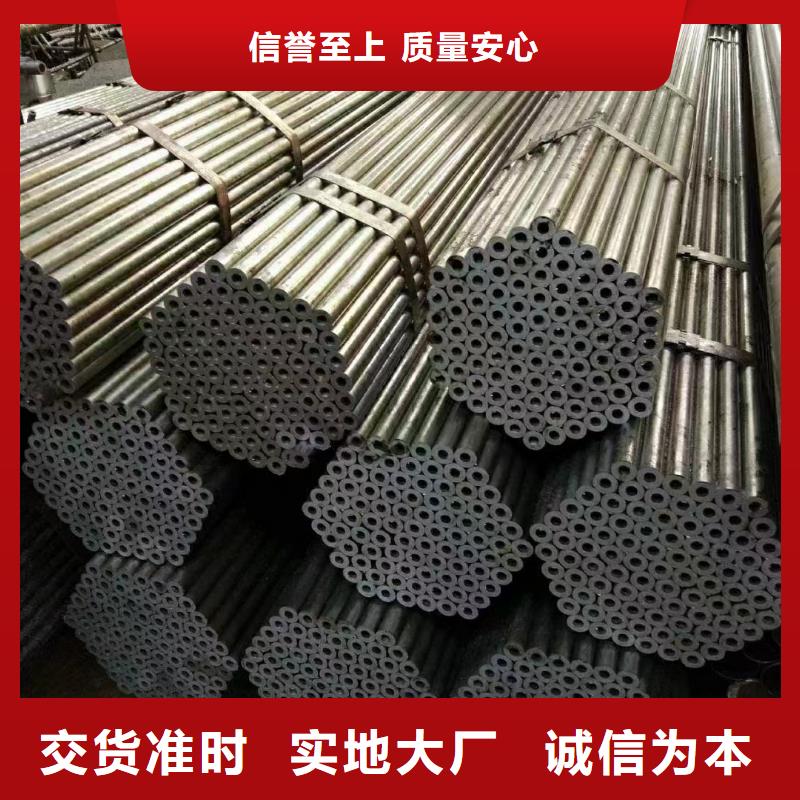
無縫鋼管的應用領域很廣,很多機械、工程都會使用到,那么它究竟是怎么生產出來的呢?今天就由小編帶大家來認識一下無縫鋼管的生產方法。
1、減徑軋制和定徑軋制
雖然在終調整外徑的減徑軋制和定徑軋制方面沒有值得特殊介紹的技術發展,但大口徑定徑機有許多也采用了三輥式定徑機。采用三輥的缺點是輥距無法變更,因此機架的臺數多,但近出現了輥距可變的軋機,還提出了四輥減徑機的想法。今后芯棒式無縫管軋機和定徑機及張力減徑機的直接連接技術也將引起人們的關注。以上所述的鋼管領域中的高合金穿孔用芯棒的開發和芯棒及毛管坯導槽潤滑劑的開發等與摩擦學技術有很大的相互關系,因此希望長壽命化技術有進一步的發展。
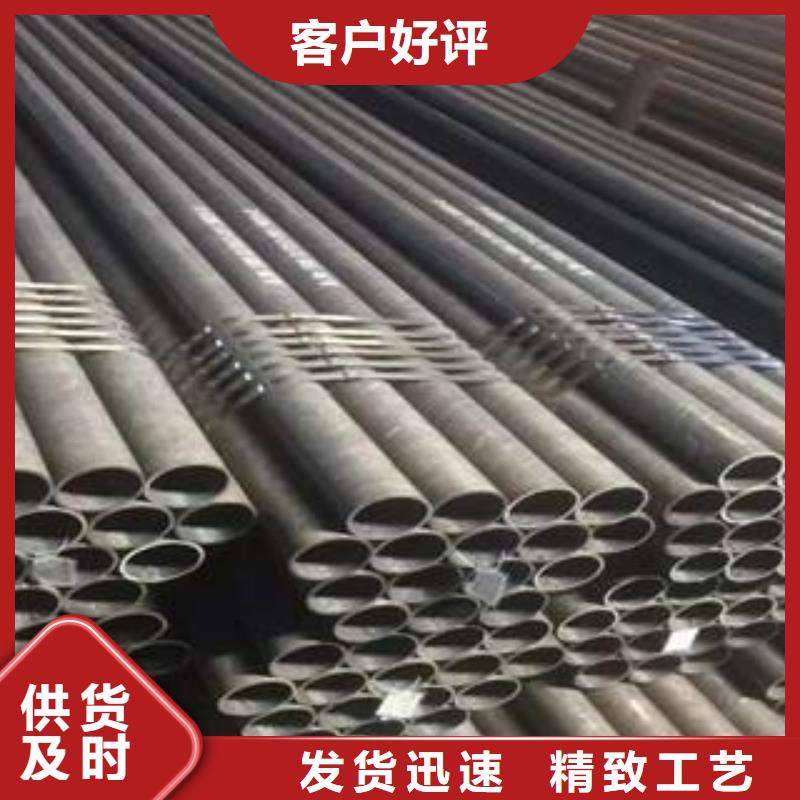
重慶無縫鋼管廠家
2、拉伸軋制
芯棒式無縫管軋機已向大型化和緊湊化方向發展。機架數由7~9機架減為4~5機架,穿孔機和芯棒式無縫管軋所需的能源消耗共計可減少20%左右。在芯棒式無縫管軋機的控制技術中,為減少其后在張力減徑機中管端壁厚的切頭損失,開發了管端預先減薄成形技術,即用芯棒式無縫管軋機預先將管端減薄的成形技術,并在鋼管軋機上首次采用了油壓壓下裝置。
3、穿孔軋制
使用方鋼坯的PPM(壓力輥穿孔機)已被替換為使用圓鋼坯的斜輥穿孔機。圓錐形穿孔機的優點是具有旋轉鍛造的效果和抑制圓周方向剪切變形的作用,因此可以抑制鋼管內面的缺陷,可用于難加工性材料的穿孔,尤其是可以用于擴孔和薄壁穿孔。采用普通穿孔機時,壁厚/外徑比(T/D)的極限為大約6%,而采用圓錐形穿孔機時能進行T/D為3.2%的薄壁管穿孔。



1958年3月8日在我國的南方-上海
永鑫五金制作廠(1958年7月改為上海永鑫無縫鋼管廠
后來改為上海異型鋼管廠)的技術人員和工人師傅們一起
在總結生產無縫銅管經驗的基礎上,研制出了我國 臺 Φ76mm穿孔機
結束了上海冷拔無縫鋼管長期不能自供坯料毛管的歷史。
從而成為我國能生產熱軋毛管(冷拔管料管)的第二家無縫鋼管廠。后來發展成為我國品種全、規格多的異型鋼管廠。



本周西安市場跌勢難止,其中龍鋼線 材,盤螺因市場到貨增多,跌幅至80-100左右,螺紋鋼市場貨源一般,價格窄幅趨低調整。預計下周維持弱勢格局,主要原因,邁入七月,下游工地由于高溫 多雨等季節性因素影響,施工進程緩慢,需求跟進不足,市場多是按需采購為主,難提商家心態,另就宏觀面而言,市場目前仍無重大利好提振。綜上,預計下周穩中趨弱調整。雖然鋼廠和大戶都盡力延緩鋼價的跌速,但無奈于低價資源的循循誘導,主流價位繼續被拉低,本周累計跌幅在 50元/噸左右。成交方面變化不大,大戶每天能保持千噸左右的成交量,中小戶則基本在300-500百噸的水平,高價出貨明顯受阻。從目前鋼廠的排產情況 來看,滿負荷居多,對本身供需失衡的市場來說無疑又是另一利空,尤其是鋼廠訂單壓力巨大,貿易商由于自身庫存均不大,隨進隨出為主,因此庫存壓力相對要小。綜合考慮,預計下周鞍鋼無縫鋼管價格依舊下行。
