

想要了解【直縫管_Q355D無縫方管支持大小批量采購】產品的魅力?視頻為你揭曉答案!
以下是:【直縫管_Q355D無縫方管支持大小批量采購】的圖文介紹


埋弧直縫焊接鋼管的自動超聲探傷工藝流程及程控方案?
LSAW直縫焊接鋼管自動超聲檢測工藝流程的主要程序包括:系統啟動、焊管上料、焊管傳送、焊管轉動、焊管夾緊定位、焊縫探傷、噴標、焊管夾具松開、焊管分選、焊管出料等內容。具體過程如下:系統啟動:按下啟動按鈕后。探傷系統電源通;若電源電壓檢測正常,則開始進行焊管上料:若電壓檢測不正常,報警器發出報警號并斷掉電源。焊管定位:壓力傳感器檢測到焊管經上料系統到達傳送軌道后。開始送進焊管;焊管觸碰到管前端行程開關后,鋼管送進停止;鋼管轉動,使焊縫處于12鐘點位置;然后焊管夾具夾緊鋼管,若壓力傳感器在規定時間內檢測到夾緊力達到預定值。則進行下一工序;若在規定時間內夾緊力不能達標。則夾持檢測報警系統啟動,開始發出報警號。這時應按下急停按鈕,檢查焊管夾持機構。焊縫探傷:當焊管夾緊檢測正常后.耦合劑開始噴出,超聲檢測探頭下壓與焊管管體接觸,焊管工進并開始探傷;若焊縫有缺陷存在,則焊管停止工進,探頭抬起,噴標識;之后探頭再次下壓,鋼管工進、探傷,直到焊管末端與管末端行程開關觸碰后停止工進,耦合劑停止噴灑,探頭抬起并復位。之后焊管快進,到達焊管分選機構。焊管分選:焊管停止快進,焊管夾具松開;光電傳感器檢測焊管是否有缺陷標識。若有缺陷標識號輸入,則將焊管向前傳送至傷管出口;若無缺陷標識號輸入,則鋼管直接出料至合格焊管出口。至此,一個流程結束,開始下一個循環。
LSAW直縫焊接鋼管自動超聲檢測工藝流程的主要程序包括:系統啟動、焊管上料、焊管傳送、焊管轉動、焊管夾緊定位、焊縫探傷、噴標、焊管夾具松開、焊管分選、焊管出料等內容。具體過程如下:系統啟動:按下啟動按鈕后。探傷系統電源通;若電源電壓檢測正常,則開始進行焊管上料:若電壓檢測不正常,報警器發出報警號并斷掉電源。焊管定位:壓力傳感器檢測到焊管經上料系統到達傳送軌道后。開始送進焊管;焊管觸碰到管前端行程開關后,鋼管送進停止;鋼管轉動,使焊縫處于12鐘點位置;然后焊管夾具夾緊鋼管,若壓力傳感器在規定時間內檢測到夾緊力達到預定值。則進行下一工序;若在規定時間內夾緊力不能達標。則夾持檢測報警系統啟動,開始發出報警號。這時應按下急停按鈕,檢查焊管夾持機構。焊縫探傷:當焊管夾緊檢測正常后.耦合劑開始噴出,超聲檢測探頭下壓與焊管管體接觸,焊管工進并開始探傷;若焊縫有缺陷存在,則焊管停止工進,探頭抬起,噴標識;之后探頭再次下壓,鋼管工進、探傷,直到焊管末端與管末端行程開關觸碰后停止工進,耦合劑停止噴灑,探頭抬起并復位。之后焊管快進,到達焊管分選機構。焊管分選:焊管停止快進,焊管夾具松開;光電傳感器檢測焊管是否有缺陷標識。若有缺陷標識號輸入,則將焊管向前傳送至傷管出口;若無缺陷標識號輸入,則鋼管直接出料至合格焊管出口。至此,一個流程結束,開始下一個循環。



埋弧焊直縫鋼管機械擴徑的工作原理
埋弧焊直縫鋼管擴徑有機械擴徑和水壓擴徑兩種方式。
機械擴徑設備投資小,占地面積少,更換模具方便,維修簡單,尤其是可進行非標直徑鋼管的擴徑,被管線管標準確定為 的冷擴徑方法。
擴徑頭是機械擴徑機的關鍵部件。擴徑頭是由多個扇形塊組成的芯棒安裝在楔形體上,而楔形體固定在液壓缸的活塞桿上。當液壓缸活塞和楔形體向右移動時,由于構成芯棒表面的扇形塊向外擴展,使芯棒圓周增大。楔形體的力借助斜塊通過扇形塊作用在鋼管上,從而使與芯棒接觸的一段鋼管得到擴徑。當活塞和楔形體向左移動時,鋼管與芯棒脫離開,以便再次送進,進行下一段鋼管的擴徑。機械式擴徑首先是將直焊縫對準擴徑頭模具上的槽,然后將鋼管分步送入擴徑頭,分段(步段長度一般為0.6~1.0m)擴徑,直至完成全管體的擴徑。
埋弧焊直縫鋼管擴徑有機械擴徑和水壓擴徑兩種方式。
機械擴徑設備投資小,占地面積少,更換模具方便,維修簡單,尤其是可進行非標直徑鋼管的擴徑,被管線管標準確定為 的冷擴徑方法。
擴徑頭是機械擴徑機的關鍵部件。擴徑頭是由多個扇形塊組成的芯棒安裝在楔形體上,而楔形體固定在液壓缸的活塞桿上。當液壓缸活塞和楔形體向右移動時,由于構成芯棒表面的扇形塊向外擴展,使芯棒圓周增大。楔形體的力借助斜塊通過扇形塊作用在鋼管上,從而使與芯棒接觸的一段鋼管得到擴徑。當活塞和楔形體向左移動時,鋼管與芯棒脫離開,以便再次送進,進行下一段鋼管的擴徑。機械式擴徑首先是將直焊縫對準擴徑頭模具上的槽,然后將鋼管分步送入擴徑頭,分段(步段長度一般為0.6~1.0m)擴徑,直至完成全管體的擴徑。


鋼興鋼管 有限公司主要生產: 內蒙古通遼20G無縫鋼管。公司本著“客戶至上”的理念,全力為 內蒙古通遼20G無縫鋼管行業提供更優質的產品,更貼心的服務。公司不斷從客戶的切身利益出發,站在客戶的角度,設身處地的為客戶考慮,并結合以自身的專業知識,為客戶設計出更合理的工藝品。同時,我們擁有實踐經驗豐富、高素質的設計、制造、安裝隊伍,能按客戶所需,結合客戶的實際情況,制造生產客戶需要的產品。精心的設計、精湛的制造、精細的施工、的服務以及牧陽長期秉持的“讓我們共同前進”的理念讓本公司贏得了用戶的長期認可和良好的社會信譽。




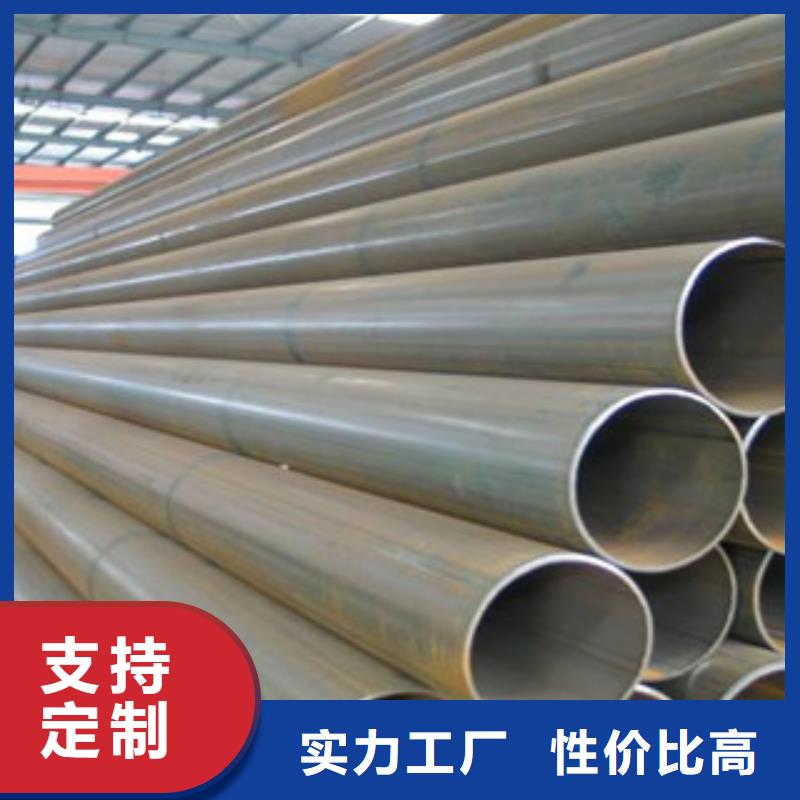
直縫埋弧焊管
直縫埋弧焊管(LSAW)在我國應用于油氣輸送工程比較晚,但起步迅速,發展步子大,成績顯著。因為它有下列優點:①直縫管成型工藝比較容易,有預焊及精焊,焊接質量比較容易保證;②大口徑厚壁直縫鋼管有全管擴徑工藝,比較容易應力,殘余應力較小;③幾何精度和力學性能較好,質量穩定,可靠性高;④直縫焊管應用廣泛,可以應用于油氣管線,可以用于陸上二、三、四類地區、穿越段及海底管線;⑤可以達到高鋼級≥X120,大壁厚≥40mm。它的局限性有:①直徑一般在≤1422mm,受到板寬的限制;②UOE成型方式投資昂貴,JCOE成型方式適用于中型企業。③直徑≤406mm時,制作上不夠經濟。
直縫埋弧焊管(LSAW)在我國應用于油氣輸送工程比較晚,但起步迅速,發展步子大,成績顯著。因為它有下列優點:①直縫管成型工藝比較容易,有預焊及精焊,焊接質量比較容易保證;②大口徑厚壁直縫鋼管有全管擴徑工藝,比較容易應力,殘余應力較小;③幾何精度和力學性能較好,質量穩定,可靠性高;④直縫焊管應用廣泛,可以應用于油氣管線,可以用于陸上二、三、四類地區、穿越段及海底管線;⑤可以達到高鋼級≥X120,大壁厚≥40mm。它的局限性有:①直徑一般在≤1422mm,受到板寬的限制;②UOE成型方式投資昂貴,JCOE成型方式適用于中型企業。③直徑≤406mm時,制作上不夠經濟。


