



為了給您提供更的鐵板卷管機鋼管樁注漿施工服務為先產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
以下是:安徽巢湖鐵板卷管機鋼管樁注漿施工服務為先的圖文介紹
山特金屬制品(巢湖市分公司)新品研發能力、生產加工能力、 橋式濾水管產品供貨速度、客戶服務質量,在國內處于較高水平, 橋式濾水管產品在市場上樹立了好的口碑,贏得客戶認可。并通過完善的生產、銷售、售后一體化,打造了客戶的滿意度,多年來贏得了廣大客戶的認可,使企業得到了市場的成功和穩健的發展。 關注客戶需求,改善客戶體驗,成就伙伴共贏。我們愿和您共同打造美好未來!



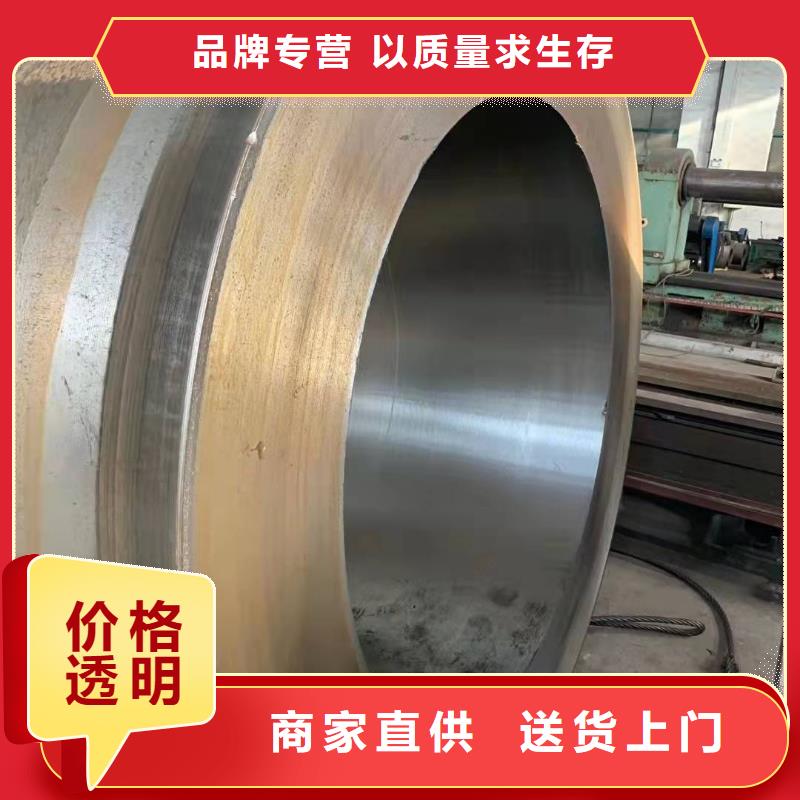
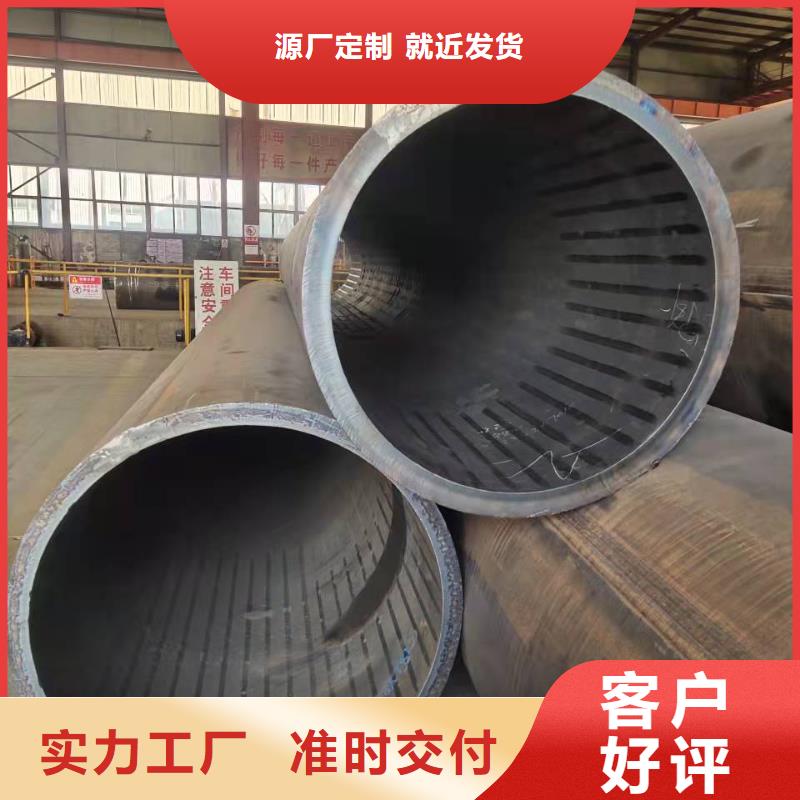
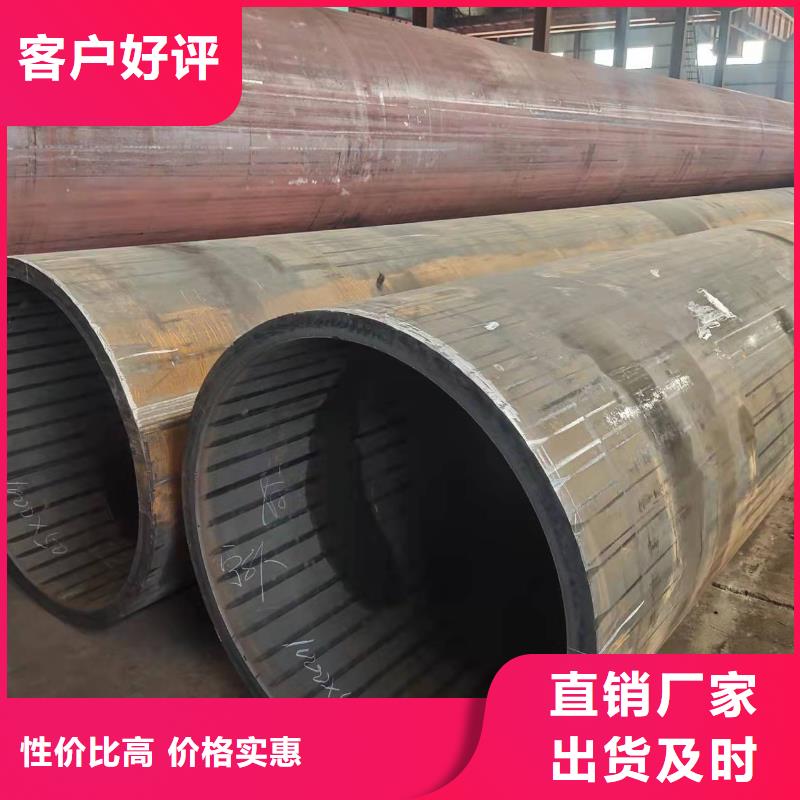
鋼板卷筒筒體的制作方法 技術領域: 本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊



螺旋縫自動埋弧焊接鋼管按輸送介質的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材 b.螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。 按用途分類 直縫鋼板卷管加工廠家按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。 一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。


鋼板卷管管節的卷制 在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。



