


云海旭金屬材料有限公司
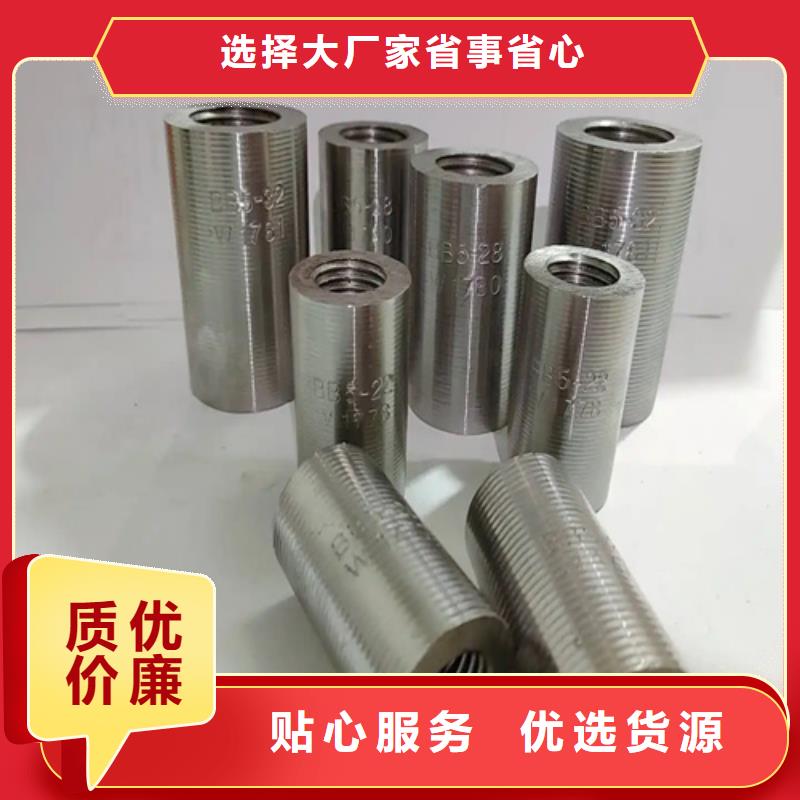
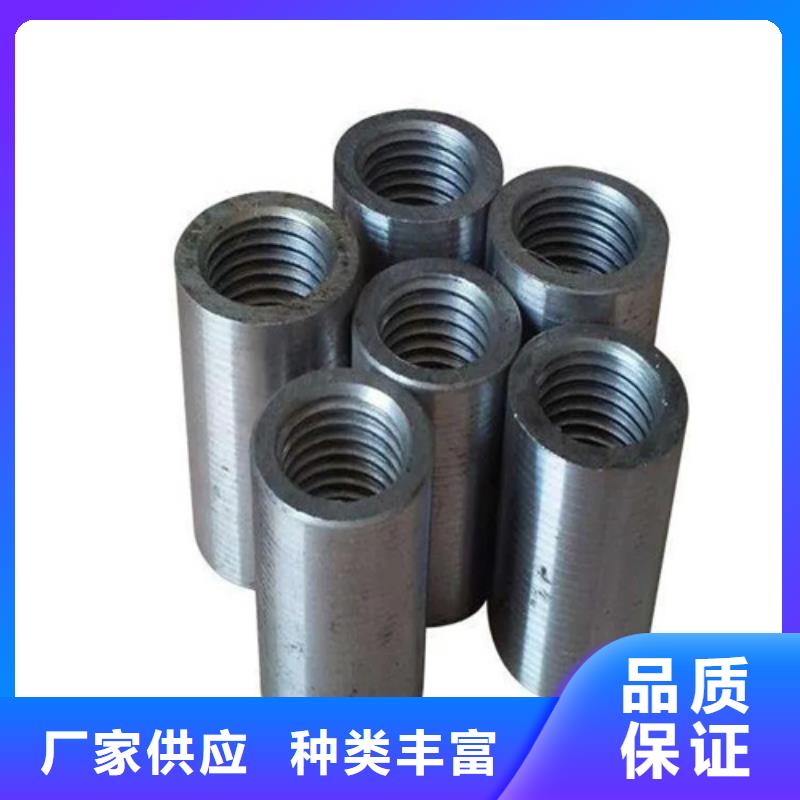
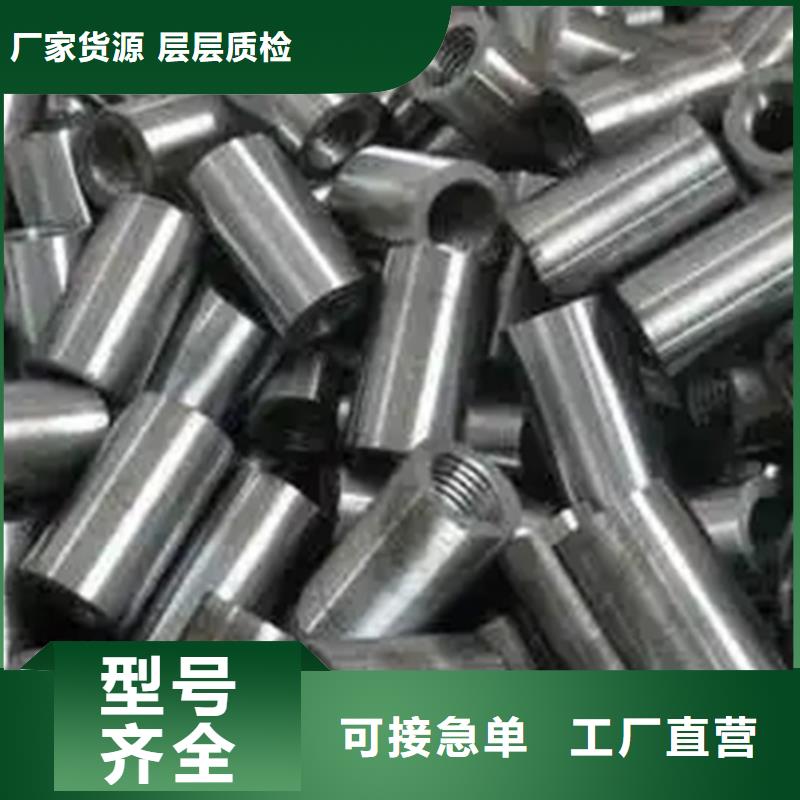
此外,鋼筋套筒全長275mm,兩端內孔的形狀和位置公差是不易掌握的,并且鋼筋直螺紋套筒較薄處僅有7mm,工序安排不合理會產生變形,將直接影響到鋼筋連接套筒的加工精度,鋼筋直螺紋套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必須要安排合理的熱處理,總之分體式鋼筋連接套筒的主要加工表面必須經過多道加工,才能逐步提高精度以達到要求。建筑人平常工作過程中經常會會遇到各種各樣的問題,其中鋼筋連接套筒因連接不緊出現松動是其中常見的問題之一,這樣的問題如果不及時去解決,就會導致建筑的質量不達標,所以了解傳統的防松辦法是非常必要的。



一個十分顯著的劣勢,那就是一般的鋼管,對于使用的環境,有著一定的要求。比如說在一些鍋爐、以及焚燒室當中,都需求管道體系,將燃料運送進去。而在這些地方,由于燃料的焚燒,溫度會十分的高。即使鋼管本身,熔點就比較的高,也有或許無法,適應如此高的溫度。一旦使用環境中的溫度,簡直達到了,管道所接受的極限,那管道的使用功能,就會大幅度的下降。鋼筋連接套筒的作用應用性很強的。鋼筋套筒工藝操作要點和質量要求:1)鋼筋螺紋加工:①加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。②加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。


