
無縫鋼管精密鋼管廠家匠心制造產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。
以下是:無縫鋼管精密鋼管廠家匠心制造的圖文介紹
凱泰管業有限公司秉承對 黑龍江不銹鋼復合管廠產品達到工藝品質的j i致追求,汲取 黑龍江不銹鋼復合管廠領域嚴謹的工藝標準及管理哲學,引進精尖設備,打造制造基礎的硬實力;招募尖端人才,打造一支由管理人才、技術人才和營銷人才為一起的高素質團隊。本著“人才、技術、質量、服務”的先進管理理念,夯實企業基礎。注重把好“五關”:研發新產品品質關、原材料進廠品質關、制造過程品質關、成品出廠品質關、售后服務品質關。


其計算公式為:式中:F--壓入金屬試樣表面的實驗力,N;D--實驗用鋼球直徑,mm;d--壓痕平均直徑,mm。測定布氏硬度較準確可靠,但普通HBS只適用于450N/mm2(MPa)以下的金屬材料,關于較硬的鋼或較薄的板材不適用。在鋼管標準中,布氏硬度用途廣,常常以壓痕直徑d來表示該材料的硬度,既直觀,又便當。舉例:120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)實驗力作用下,堅持30s(秒)測得的布氏硬度值為120N/mm2(MPa)。
鋼的化學成分:鋼的化學成分是影響無縫鋼管性能主要的要素之一,也是制定軋管工藝參數和鋼管熱處置工藝參數的主要依據。合金元素:有意參與,根據用途剩余元素:煉鋼帶入,恰當控制.有害元素:嚴厲控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O).爐外精煉或電渣重熔:進步鋼中化學成分的均勻性和鋼的純真度,減少管坯中的非金屬夾雜物并改善其分布形態。鋼管幾何尺寸精度和外形:鋼管外徑精度:取決于定(減)徑方法、設備運轉情況、工藝制度等。外徑允許傾向δ=(D-Di)/Di×D:大或小外徑mm
鋼管壁厚精度:與管坯的加熱質量,各變形工序的工藝設計參數和調整參數,工具質量及其潤滑質量等有關.壁厚允許傾向:ρ=(S-Si)/Si×S:橫截面上大或小壁厚,Si:名義壁厚mm.鋼管橢圓度:表示鋼管的不圓程度。鋼管長度:正常長度、定(倍)尺長度、長度允許傾向.鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度.鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度.鋼管端面坡口角度和鈍邊.鋼管表面質量:表面光亮央求.風險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。普通性缺陷:麻坑、青線、劃傷、碰傷、細的內、外直道、輥印等。
產生緣由:由于管坯的表面缺陷或內部缺陷所帶來的。消費過程中產生的,如軋制工藝參數設計不正確,模具表面不光滑,潤滑條件不好,孔型設計及調整不合理。管坯(鋼管)在加熱軋制,熱處置以及矯直過程中,假定由于加熱溫度控制不當,變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產生過大的剩余應力,那么也有可能招致鋼管產生表面裂紋。
鋼的化學成分:鋼的化學成分是影響無縫鋼管性能主要的要素之一,也是制定軋管工藝參數和鋼管熱處置工藝參數的主要依據。合金元素:有意參與,根據用途剩余元素:煉鋼帶入,恰當控制.有害元素:嚴厲控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O).爐外精煉或電渣重熔:進步鋼中化學成分的均勻性和鋼的純真度,減少管坯中的非金屬夾雜物并改善其分布形態。鋼管幾何尺寸精度和外形:鋼管外徑精度:取決于定(減)徑方法、設備運轉情況、工藝制度等。外徑允許傾向δ=(D-Di)/Di×D:大或小外徑mm
鋼管壁厚精度:與管坯的加熱質量,各變形工序的工藝設計參數和調整參數,工具質量及其潤滑質量等有關.壁厚允許傾向:ρ=(S-Si)/Si×S:橫截面上大或小壁厚,Si:名義壁厚mm.鋼管橢圓度:表示鋼管的不圓程度。鋼管長度:正常長度、定(倍)尺長度、長度允許傾向.鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度.鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度.鋼管端面坡口角度和鈍邊.鋼管表面質量:表面光亮央求.風險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。普通性缺陷:麻坑、青線、劃傷、碰傷、細的內、外直道、輥印等。
產生緣由:由于管坯的表面缺陷或內部缺陷所帶來的。消費過程中產生的,如軋制工藝參數設計不正確,模具表面不光滑,潤滑條件不好,孔型設計及調整不合理。管坯(鋼管)在加熱軋制,熱處置以及矯直過程中,假定由于加熱溫度控制不當,變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產生過大的剩余應力,那么也有可能招致鋼管產生表面裂紋。



這種改善并不是簡單的把普通無縫管熱軋后所能抵達的,從另一方面講,由于熱軋無縫管是經過材料彎曲,在經過焊接和打磨而成的!再次經過熱軋它本身就會產生質變,因而達不到所要的理想效果和央求.直縫焊管消費工藝簡單,消費效率高,本錢低,展開較快。螺旋焊管的強度普通比直縫焊管高,能用較窄的坯料消費管徑較大的焊管,還可以用同樣寬度的坯料消費管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且消費速度較低。
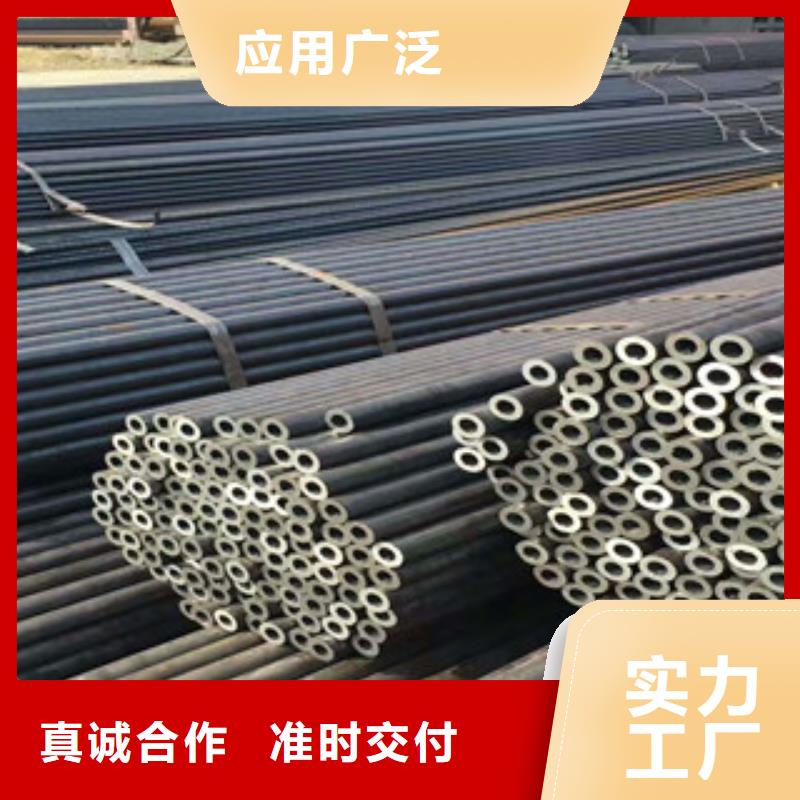
較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。無縫鋼管是一種具有中空截面、周邊沒有接縫的長條鋼材。鋼管具有中空截面,大量用作保送流體的管道,如保送石油、自然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,普遍用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。用鋼管制造環形零件,可進步材料應用率,簡化制造工序,節約材料和加工工時,如滾動軸承套圈、千斤頂套等,目前已普遍用鋼管來制造。
較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。無縫鋼管是一種具有中空截面、周邊沒有接縫的長條鋼材。鋼管具有中空截面,大量用作保送流體的管道,如保送石油、自然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,普遍用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。用鋼管制造環形零件,可進步材料應用率,簡化制造工序,節約材料和加工工時,如滾動軸承套圈、千斤頂套等,目前已普遍用鋼管來制造。



無縫管與無縫鋼管的區別無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。鋼管具有中空截面,大量用作保送流體的管道,如保送石油、自然氣、煤氣、水及某些固體物料的管道等。無縫管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,普遍用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。用無縫管制造環形零件,可進步材料應用率,簡化制造工序,節約材料和加工工時,如滾動軸承套圈、千斤頂套等,目前已普遍用鋼管來制造。無縫管還是各種常規不可缺少的材料,管、筒等都要鋼管來制造。鋼管按橫截面積外形的不同可分為圓管和異型管。由于在周長相等的條件下,圓面積大,用圓形管可以保送更多的流體。此外,圓環截面在承受內部或外部徑向壓力時,受力較均勻,因此,絕大多數無縫管是圓管,分為熱軋和冷軋。
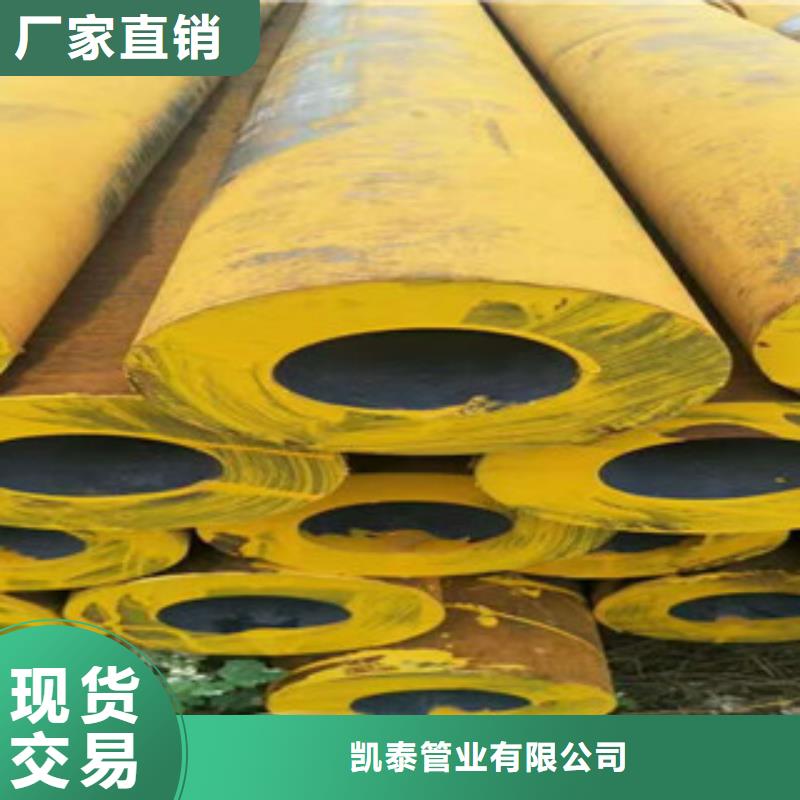
無縫鋼管、無縫化鋼管是一種從表面上看不到接縫的鋼管,普通用于框架樹立,流體保送的鋼管,無縫化處置的鋼管有便當防腐處置.
無縫鋼管跟有縫鋼管有什么區別?關于有縫與無縫的消費工藝區別就沒有必要說了,主要說一下運用區別:有縫管普通能夠承受的大運用壓力在20公斤以內,這是的運用范圍。它普通用于輸水、煤氣、緊縮空氣等低壓流體;無縫管可以承受超高壓,當然其壁厚也會隨之增加,這需求根據壓力央求來中止設計。它普通用于高壓油管、鍋爐管等高溫高壓的設備運用。也有結構用的無縫管,這就看設計央求了。
無縫鋼管、無縫化鋼管是一種從表面上看不到接縫的鋼管,普通用于框架樹立,流體保送的鋼管,無縫化處置的鋼管有便當防腐處置.
無縫鋼管跟有縫鋼管有什么區別?關于有縫與無縫的消費工藝區別就沒有必要說了,主要說一下運用區別:有縫管普通能夠承受的大運用壓力在20公斤以內,這是的運用范圍。它普通用于輸水、煤氣、緊縮空氣等低壓流體;無縫管可以承受超高壓,當然其壁厚也會隨之增加,這需求根據壓力央求來中止設計。它普通用于高壓油管、鍋爐管等高溫高壓的設備運用。也有結構用的無縫管,這就看設計央求了。



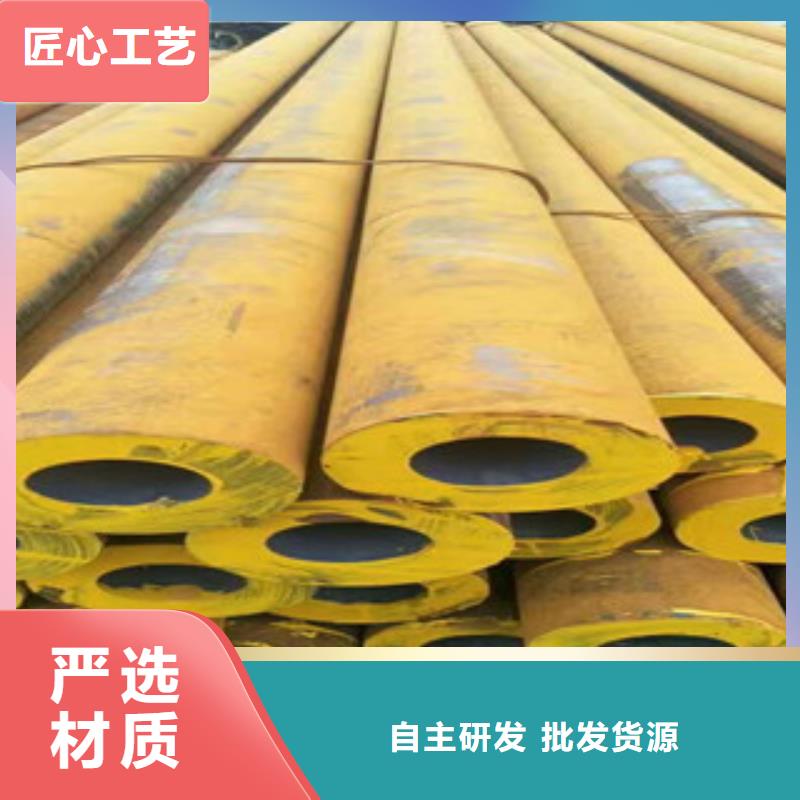
流體保送管,鍋爐廠,工程,機械加工廠。按機構性能供應的國產無縫管,普通碳素鋼按的甲類鋼制造(但必需保證含硫量不超越0.050%和含磷量不超越0.045%),其機械性能應契合表內所規則的數值。按水壓實驗供應的國產無縫管必需保證標準所規則的水壓實驗。進口無縫管的物理性能檢驗按合同規則的有關標準中止。用途無縫管用途很普遍。普通用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作保送流體的管道或結構零件。根據用途不同分三類供應:按化學成分和機械性能供應;按機械性能供應;按水壓實驗供應。供應的鋼管,如用于承受液體壓力,也要中止水壓實驗。特地用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。
種類無縫鋼管按消費方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。按外形分類有圓形管、異形管之分。異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花形管等。按材質的不同,分為普通碳素結構管、低合金結構管、優質碳素結構管、合金結構管、不銹管等。按特地用途分,有鍋爐管、地質管、石油管等。無縫管按GB/T8162-87規則規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。外觀質量:鋼管的內外表面不得有裂痕、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完好掉,后不得使壁厚和外徑超越負傾向。鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。冷拔或冷軋精密無縫鋼管熱軋、冷拔、熱擴按消費方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。熱軋無縫管普通在自動軋管機組上消費。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不時旋轉和行進,在軋輥和頂頭的作用下,管坯內部逐漸構成空腔,稱毛管。再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,抵達規格央求。
