


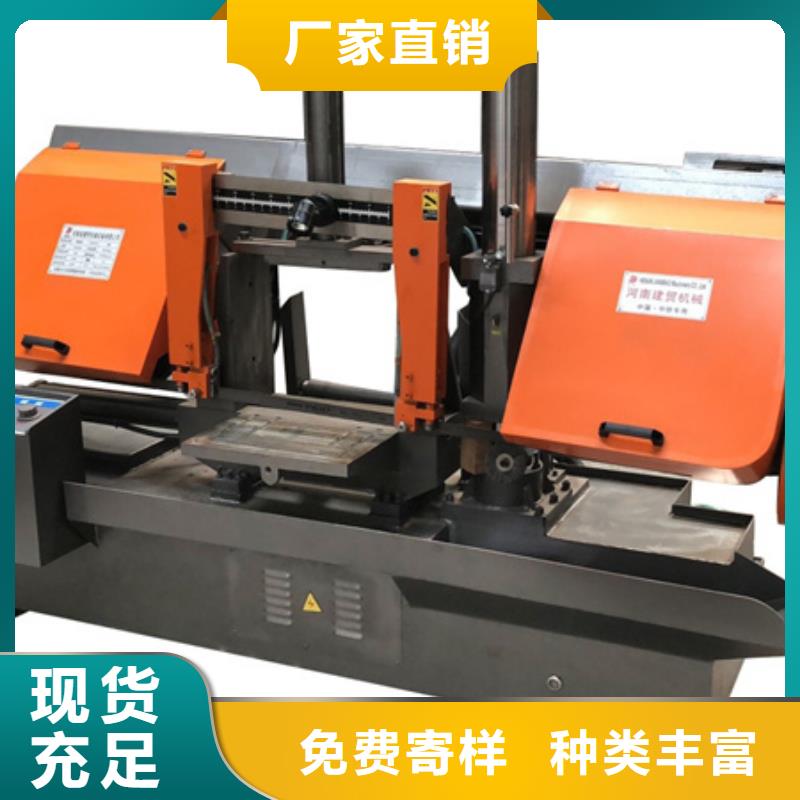



金屬帶鋸床主要用于鋸割碳素結構鋼、低合金鋼、高合金剛、特殊合金鋼和不銹鋼、耐酸鋼等各種金屬材料,雙立柱金屬帶鋸床主要部件有:底坐;床身、立柱;鋸梁和傳動機構;導向裝置;工件;張緊裝置;送料架;液壓傳動;電氣控制;及冷卻。液壓傳動由泵、閥、油缸、油箱、管路等元輔件組成的液壓回路,在電氣控制下完成鋸梁的升降,工件的。通過調速閥可實行進給速度的無級調速,達到對不同材質工件的鋸切需要。
電氣控制由電氣箱、控制箱、接線盒、行程開關、電磁鐵等組成的控制回路,用來控制鋸條的回轉、鋸梁的升降、工件的等,使之按一定的工作程序來實現正常切削循環 開車前必須按機床部位(鋼絲刷軸、蝸輪箱、軸承座、蝸桿軸承、升降油缸上下軸、活動虎鉗面絲桿)要求加油。蝸輪箱內的蝸輪、蝸桿采用30號機油油浴,由蝸輪箱上部的油塞孔注入,箱仙面備有油標,當鋸梁位于位置時,油面應位于油標的上、下限之間。一個月后應換油,以后每隔3-6個月換油1次,蝸輪箱下部設有放油塞。

金屬帶鋸床型號 GB4220金屬帶鋸床參數
切削范圍(mm) 200-200×200
鋸帶規格(mm) 2650×27×0.9
鋸帶線速(mm/min) 27、45、69
工作夾緊方式 液壓
主電機功率(kw) 1.5
液壓電機功率 0.42
冷卻泵功率 0.04
外形尺寸(mm) 1300×800×1100
所售的機床均為,并由數控機床為你提供產品的售后服務。數控機床品牌所有產品均享受一年的產品質量保障。我單位的設備出廠產品按照 標準,行業標準 ,確保產品運行的可靠性,穩定性,性及各項精度。

人工送料
通過人工利用送料架將材料送到鋸切位置,手動或利用鋸床定尺測量需鋸切的尺寸,這種方式適合于小規格材料。
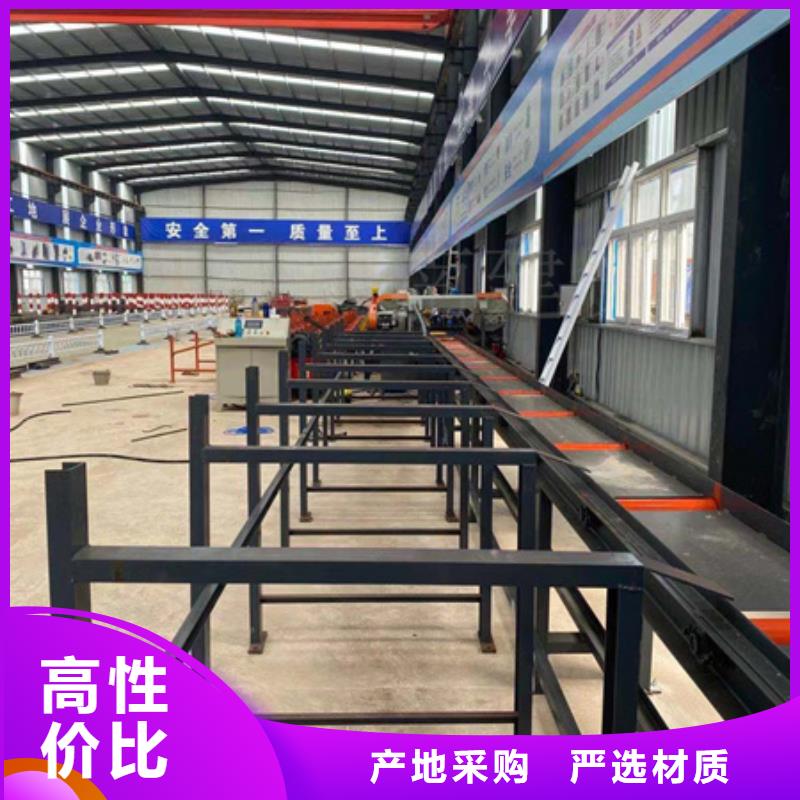
機械傳動送料
通過電機、減速機,鏈輪、鏈條帶動送料輥旋轉,操作送料、退料按鈕將工件送到帶鋸床鋸條鋸切位置。這種方式適用于大規格棒料或板材,精度要求不高,不需要大批量生產的材料。
帶鋸床自動送料
自動送料機指能自動的按規定要求和既定程序進行運作,人只需要確定控制的要求和程序,不用直接操作的送料機構。即把物品從一個位置送到另一個位置,期間過程不需人為的干預即可自動準確的完成的機構。一般具有檢測裝置,送料裝置等。主要用于各種材料和工業產品半產品的輸送,也能配合下道工序使生產自動化。
<上海>建貿機械設備有限公司 型材切割鋸床生產廠家_大量現貨 金屬帶鋸床型號 GB4220金屬帶鋸床參數
切削范圍(mm) 200-200×200
鋸帶規格(mm) 2650×27×0.9
鋸帶線速(mm/min) 27、45、69
工作夾緊方式 液壓
主電機功率(kw) 1.5
液壓電機功率 0.42
冷卻泵功率 0.04
外形尺寸(mm) 1300×800×1100
所售的機床均為,并由數控機床為你提供產品的售后服務。數控機床品牌所有產品均享受一年的產品質量保障。我單位的設備出廠產品按照 標準,行業標準 ,確保產品運行的可靠性,穩定性,性及各項精度。

帶鋸床是用于金屬切削的機床設備,其是運用鋸條的動轉來完結對工件的循環切削,在完結操作中有的操作者會遇到帶鋸床鋸條跳動的疑問,那么是啥要素構成的呢?帶鋸床帶鋸條跳動要素:、帶鋸條張緊度過松,通過恰當調張緊度,能夠有用的削減帶鋸條的跳動;、鋸條下行的筆直度欠好。需求從頭校準筆直度,能夠運用百分表,調整下鋸床的鋸條就能夠了,如需求替換合金塊,則及時替換新的合金塊;、工件夾緊固定不牢,這也會增加鋸床上的帶鋸條作業中跳動,從頭固定作業,夾緊牢固。 還有即是確保鋸床的安穩,如需求固定,則加地腳螺栓固定,究竟設備本身的作業安穩也同樣首要。
在帶鋸床各導向定位在正切的情況卜,應不會形成過早切斜現象。 從金屬帶鋸床舊鋸條的背部磨損卷邊現象推測,可能存在切削效率過高,從而導致齒尖過快磨損出現切斜。 要求較大的容屑空間鋸割硬材料或薄板薄管時應選用細齒鋸條
