您的位置>首頁 >麗水本地產(chǎn)品動態(tài) >
服務(wù)周到的氣缸管經(jīng)銷商
更新時間: 2025-01-30 15:23:53 瀏覽次數(shù):4
以下是:服務(wù)周到的氣缸管經(jīng)銷商的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 6500/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20#珩磨管 |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領(lǐng)域 | 油缸汽車配件 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/Q345B/27SiMn |
|---|
| 質(zhì)量等級 | 正品 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 是否廠家 | 是 |
|---|
| 加工定制 | 是 |
|---|
以下是:服務(wù)周到的氣缸管經(jīng)銷商的圖文視頻
導(dǎo)讀 服務(wù)周到的氣缸管經(jīng)銷商,安達(dá)液壓機械有限公司為您提供服務(wù)周到的氣缸管經(jīng)銷商的資訊,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到浙江省 麗水市 蓮都區(qū)、青田縣、縉云縣、遂昌縣、松陽縣、云和縣、慶元縣、龍泉市。 浙江省,麗水市 麗(lí)水市,古稱處州,浙江省轄地級市,位于長江三角洲地區(qū),浙江省西南部,東南與溫州市接壤,西南與福建省寧德市、南平市毗鄰,西北與衢州市相接,北部與金華市交界,東北與臺州市相連;地勢以中山、丘陵地貌為主,由西南向東北傾斜,屬亞熱帶季風(fēng)氣候;全市設(shè)1個市轄區(qū)、7個縣,代管1縣級市,市域面積1.73萬平方千米;市政府駐蓮都區(qū)。截至2022年末,麗水市常住人口251.5萬人。
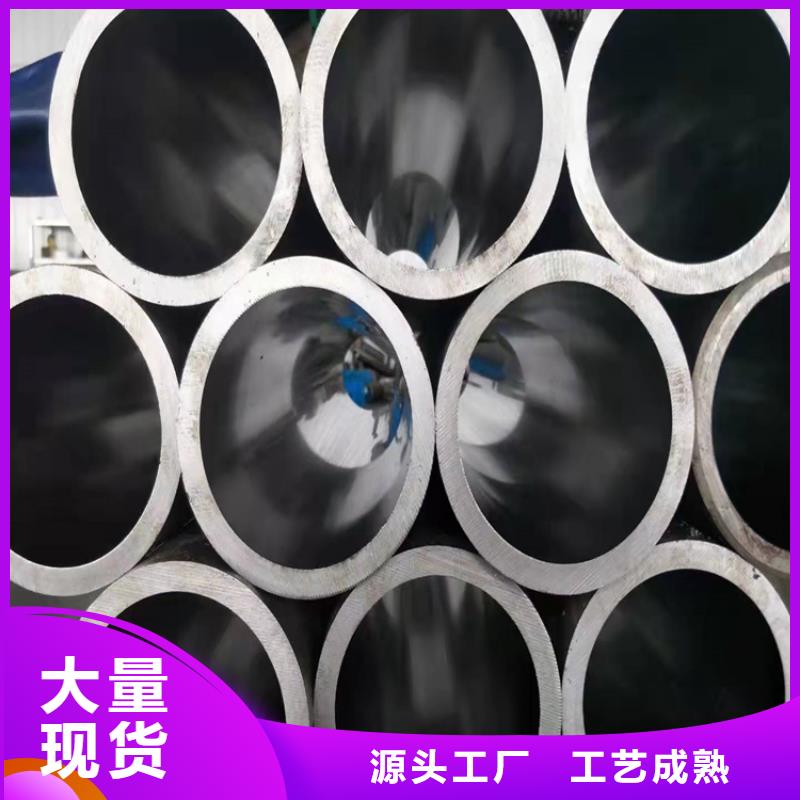
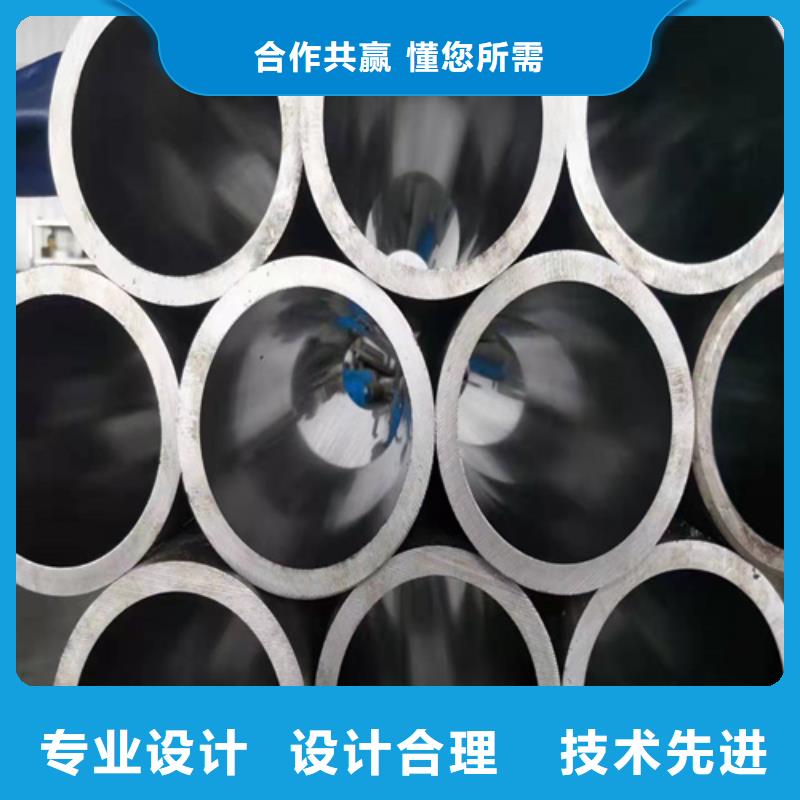
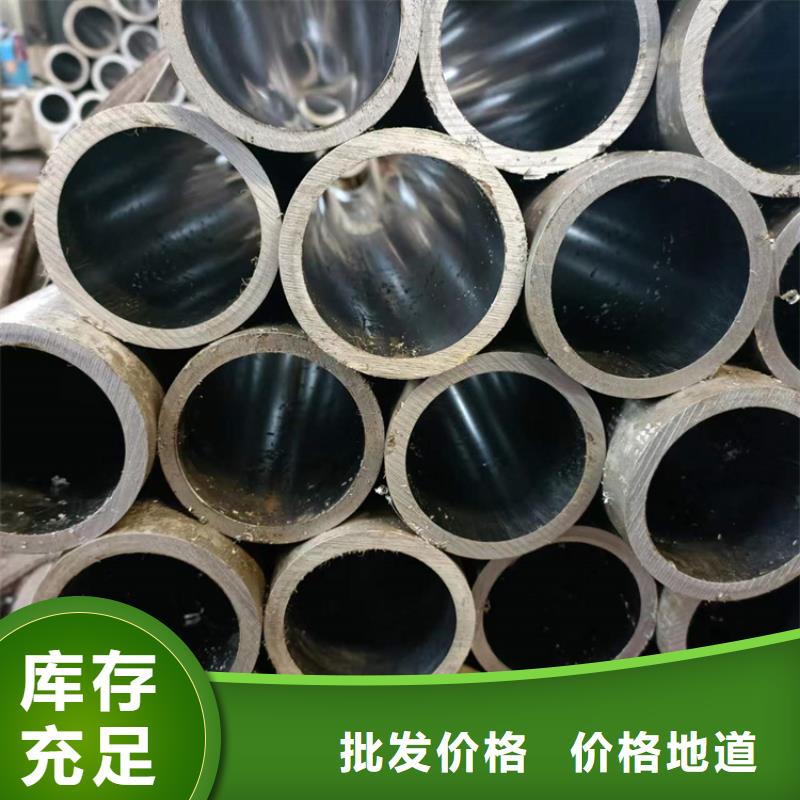
麗水珩磨管絎磨管油缸管怎樣修復(fù)珩磨管的表面缺陷1、加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達(dá)到降低麻點深度,減小珩磨磨削余量的目的。2、優(yōu)選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3、熱軋管內(nèi)孔缺陷清理珩磨管的基本構(gòu)成液壓油缸缸筒是珩磨管的主體,其內(nèi)孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應(yīng)有足夠的強度和剛度。端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應(yīng)有足夠的強度。設(shè)計時既要考慮強度,又要選擇工藝性較好的結(jié)構(gòu)形式。導(dǎo)向套對活塞或柱塞起導(dǎo)向和支承作用,有些液壓缸不設(shè)導(dǎo)向套,直接用端蓋孔導(dǎo)向,這種結(jié)構(gòu)簡單,但磨損后需要更換端蓋。
周到的氣缸管經(jīng)銷商")
周到的氣缸管經(jīng)銷商")
周到的氣缸管經(jīng)銷商")
周到的氣缸管經(jīng)銷商")
總結(jié) 在浙江省麗水市采買服務(wù)周到的氣缸管經(jīng)銷商到安達(dá)液壓機械有限公司,無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務(wù)。品質(zhì)保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:高經(jīng)理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。