


<臨汾>神悅鋼材有限公司62853
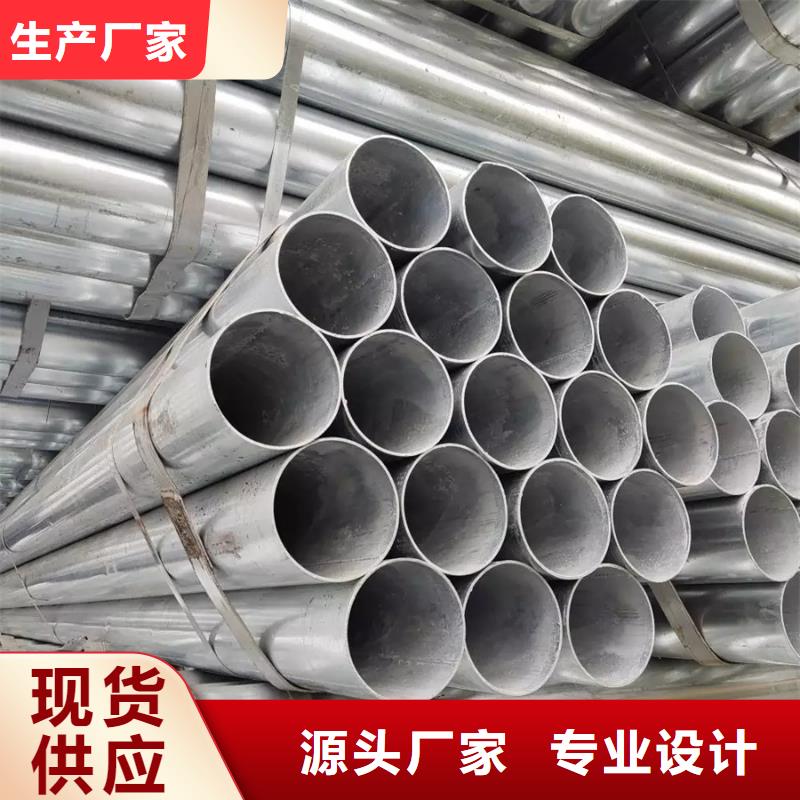
臨汾鍍鋅方管基本上出現(xiàn)在每一個工程項目中。 鍍鋅方管是一種防腐性能很好的產(chǎn)品,廣泛應用于工程建設中的新項目。 鍍鋅方管的種類很多,或者下面列出了一些常見的類型。 鍍鋅方管的生產(chǎn)過程中遇到了技術難題。 一般鍍鋅方管先用液壓剪剪,再用復印機剪。 液壓剪裁切后,厚鋼板一般都有毛刺,造成厚鋼板跑偏。 如果正負極偏差超過3mm,需要注意立即調(diào)整液壓剪板機。 如果客戶指定精度高,使用自動或數(shù)控機床進行激光切割時孔距困難:鍍鋅方管的孔一般在中間,仿形機做好90度結構, 準確定位的偏差一般不大。 如果液壓剪板機切割不好,會造成孔位偏差較大。 臨汾鍍鋅管在切孔的情況下,復印機應仔細調(diào)整開孔模。 一旦設備調(diào)整不當,切割孔將不圓。 鍍鋅方管在很多地方的效果也是不一樣的。 很多時候我們要注意質(zhì)量,因為它的質(zhì)量比較好,所以在各個領域都有廣泛的應用。 關鍵是因為它的高品質(zhì)。 強度特別高,在各個領域的作用都比較強,但隨著領域的完善和廣泛的應用,本產(chǎn)品涉及鍍鋅方管的特性和質(zhì)量作為開發(fā),沖壓模具的原材料 . 變形、激光切割等生產(chǎn)加工。 因此,對所有無縫管的物理性能都進行了測試。 因此,硬度標準法是如何使用大口徑無縫管,物理性能試驗方法主要分為兩類,一類是拉伸試驗,一類是強度試驗。
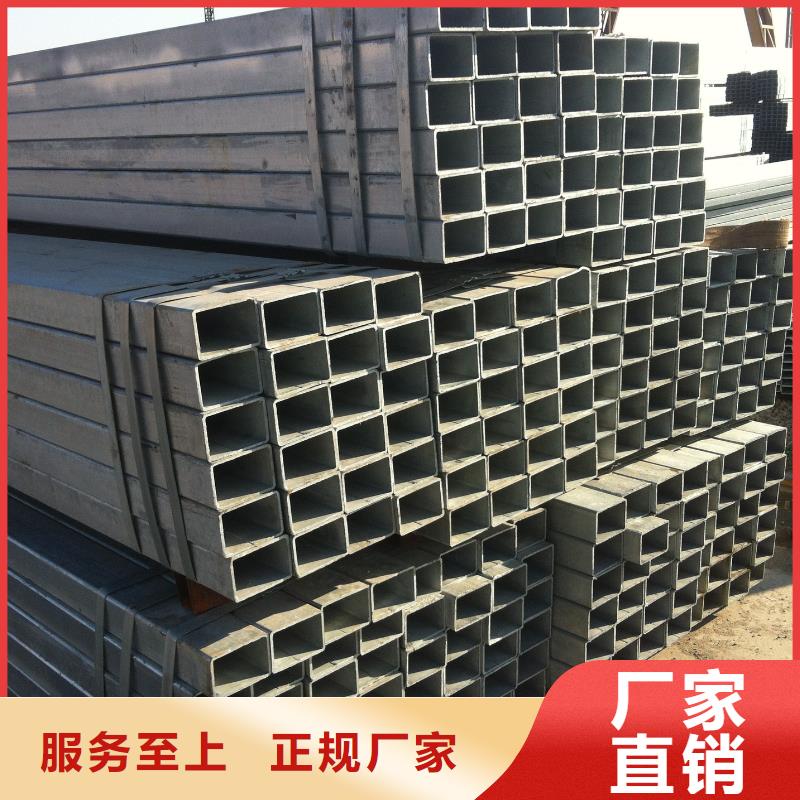
臨汾Q355B鍍鋅管在切割成單根鋼管后,每批三個鋼管頭都要經(jīng)過嚴格的首檢制度,檢查焊縫的力學性能、化學成分、熔合情況、鋼管表面質(zhì)量和無損檢測,以確保 制管工藝合格。 正式投產(chǎn)。 對焊縫上具有連續(xù)聲波探傷標記的零件進行人工超聲波和X射線復查。 如果確實存在缺陷,則在修復后,將再次進行無損檢測,直至確認缺陷已。 帶材對接焊縫和與螺旋焊縫相交的T形接頭處的管材均采用X射線電視或膠片檢查。 每根鋼管都經(jīng)過水壓試驗,壓力徑向密封。 試驗壓力和時間由鋼管水壓微機檢測裝置嚴格控制。 華爾鋼Q355B鍍鋅管手工電弧焊向上焊是我國以往低壓蒸汽管道施工現(xiàn)場的關鍵焊接方法。 很大,焊接效率有高有低。 手工電弧焊的向下焊接是1980年代從國外引進的焊接技術。其特點是支管間隙小,整個焊接過程采用大電流、雙層、快速焊接的操作步驟,適用于流水線作業(yè)。由于每層焊接層的厚度都比較薄,可以根據(jù)后焊層對前焊層的熱處理工藝效果來提高環(huán)焊縫的延展性。手工電弧焊方法靈活簡單,適應性強。

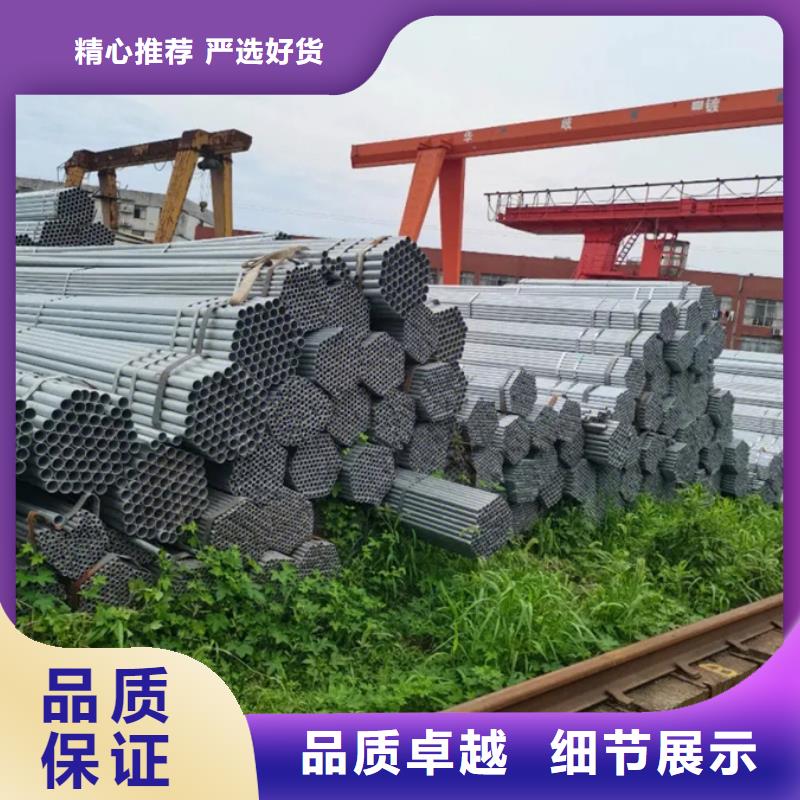
臨汾熱鍍鋅管焊接內(nèi)開口時, 層至第三層必須小規(guī)格操作,因為其焊接是影響焊接變形的首要原因。 焊接一到三層后,清潔反面。 應用碳弧氣刨去除根部后,需要對焊縫進行機械設備打磨拋光,梳理焊縫表面進行滲氮處理,露出金屬織構,防止表面碳化樂觀而產(chǎn)生裂紋 . 外口要焊一次,內(nèi)口會有一些余料。焊接第二層鍍鋅無縫管時,焊接方向應與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應間隔15-20mm。焊接鍍鋅無縫管時,兩名焊工的焊接電流、焊接速度和焊接疊數(shù)應保持一致。 焊接時,焊接應從起弧板開始,在起弧結束板上結束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應在焊縫焊好后12小時內(nèi)進行。 如果不能立即進行熱處理工藝,應采用保溫、緩冷等方法。 調(diào)質(zhì)處理完畢后,應使用兩個熱電阻測溫,將熱電阻焊在焊縫的兩側。


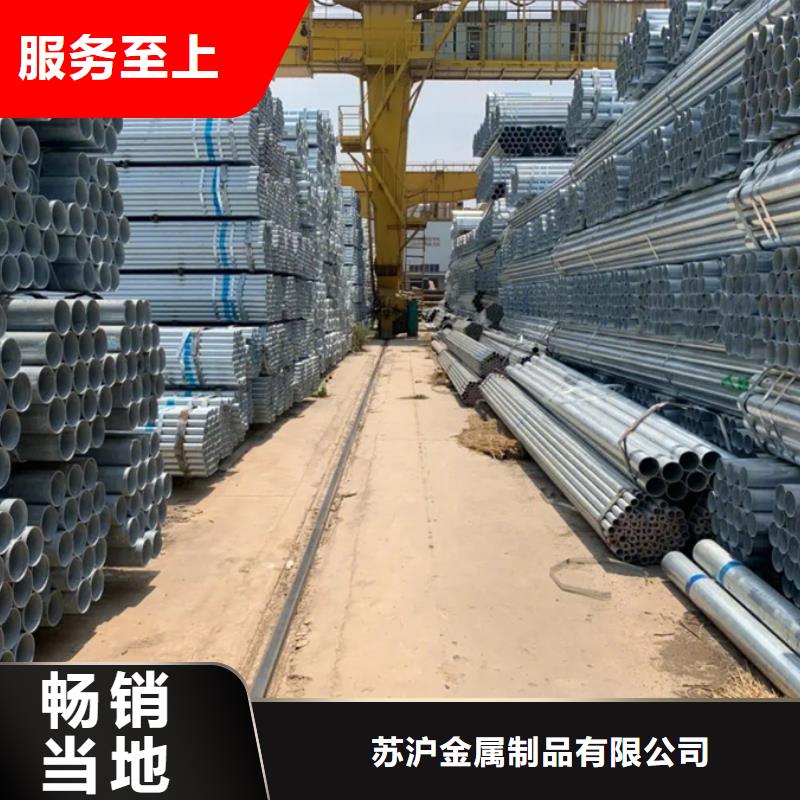
臨汾鍍鋅管加工工藝涂層加工工藝與涂層的質(zhì)量密切相關。規(guī)定涂布輥、涂料輥、計量輥與印版的相對線速比應控制在一定范圍內(nèi)。應根據(jù)不同的管理制度和涂層材料。根據(jù)安裝產(chǎn)品的膜厚,為建筑涂料設定一定的粘度范圍,保證涂料的順利發(fā)展,促進產(chǎn)品質(zhì)量的提高。建筑涂料的干燥固化過程,烘箱操作必須按要求控制,不能隨意改變,否則會嚴重影響鍍鋅無縫管涂料產(chǎn)品的偏色和特性。 臨汾16mn鍍鋅焊管因其優(yōu)異的抗壓強度和耐久力而成為流行的管件,但不必立即應用。 只需在使用前適度調(diào)整管件的狀況,以確保其能夠正常工作。 其中,拋光處理是比較關鍵的一環(huán),可以提高管件的實用效果。 研磨拋光是通過對原材料表層進行鉆孔和塑性變形以去除研磨拋光后的凸部而獲得光滑表面的一種研磨拋光方法。 一般采用油石條、毛輪、磨砂紙等,手工制作的龍頭,獨特的零件,例如在旋轉體表面,可以使用轉臺等輔助軟件,超 對工藝性能要求高的可采用精磨拋光法。 超細研磨拋光是一種特制的模具。
