




量可靠的安裝球墨鑄鐵管經(jīng)銷商")
因此在一般情況下,除了小口徑管道及特殊工程(例如頂管工程; 球墨鑄鐵管與預(yù)應(yīng)力鋼筋混凝土管的性能比較: 球墨鑄鐵管與預(yù)應(yīng)力鋼筋混凝土管(適用于大口徑的管道,口徑已超過2000), 具以下特點(diǎn):(1)節(jié)約能源,主要材料為砂、石,可就地取材。 (2)重量大、質(zhì)地脆、切鑿困難、施工難度相對(duì)較大。(3)工作壓力比球墨管低2o% 一40%,為0.15—0.25MPa。 (4)偏轉(zhuǎn)角度為1.5度,而球墨鑄鐵管可達(dá)3.0度,因此預(yù)應(yīng)力鋼筋混凝土管的地形適應(yīng)能力差。 球墨鑄鐵管與PVC塑料管的性能比較:與球墨鑄鐵管相比,PVC管材的特點(diǎn)是內(nèi)壁光滑、重量輕、耐腐蝕、防結(jié)垢性能好、價(jià)格低等,但缺點(diǎn)也較多,主要有以下幾點(diǎn):(1)易老化、熱脹冷縮大,不宜長期受日光照射,保存室溫不宜大于40℃。(2)強(qiáng)度低、抗壓性能差,施工不當(dāng)易引起變形。 (3)剛性差,可撓度差,易引起口漏。
<宜賓>鵬瑞管業(yè)有限公司 宜賓質(zhì)量可靠的安裝球墨鑄鐵管經(jīng)銷商量可靠的安裝球墨鑄鐵管經(jīng)銷商")
鵬瑞球墨鑄鐵管隨著凝固溫度范圍的變窄,合金的熱裂傾向變小,恒溫凝固的共晶成分的合金不容易形成熱裂。熱裂形成于鑄件凝固時(shí)期,但并不意味著鑄件凝固時(shí)必然產(chǎn)生熱裂。主要取決于鑄件凝固時(shí)期的熱應(yīng)力和收縮應(yīng)力。鑄件凝固區(qū)域固相晶粒骨架中的熱應(yīng)力,易使鑄件產(chǎn)生熱裂或皮下熱裂;外部阻礙因素造成的收縮應(yīng)力,則是鑄件產(chǎn)生熱裂的主要條件。處于凝固狀態(tài)的鑄件外殼,其線收縮受到砂芯、型砂、鑄件表面同砂型表面摩擦力等外部因素阻礙,外殼中就會(huì)有收縮應(yīng)力(拉應(yīng)力),鑄件熱節(jié),特別是熱節(jié)處尖角所形成的外殼較薄,就成為收縮應(yīng)力集中的地方,鑄件容易在這些地方產(chǎn)生熱裂。熱裂紋產(chǎn)生的原因體現(xiàn)在工藝和鑄件結(jié)構(gòu)方面其中有:鑄件壁厚不均勻,內(nèi)角太小;搭接部位分叉太多,鑄件外框、肋板等阻礙鑄件正常收縮;澆冒口系統(tǒng)阻礙鑄件正常收縮,如澆冒口靠近箱帶或澆冒口之間型砂強(qiáng)度很高,限制了鑄件的自由收縮;冒口太小或太大;合金線收縮率太大;合金中低熔點(diǎn)相形成元素超標(biāo),鑄鋼鑄鐵中硫、磷含量高;鑄件開箱落砂過早,冷卻過快。
量可靠的安裝球墨鑄鐵管經(jīng)銷商") <宜賓>鵬瑞管業(yè)有限公司
<宜賓>鵬瑞管業(yè)有限公司
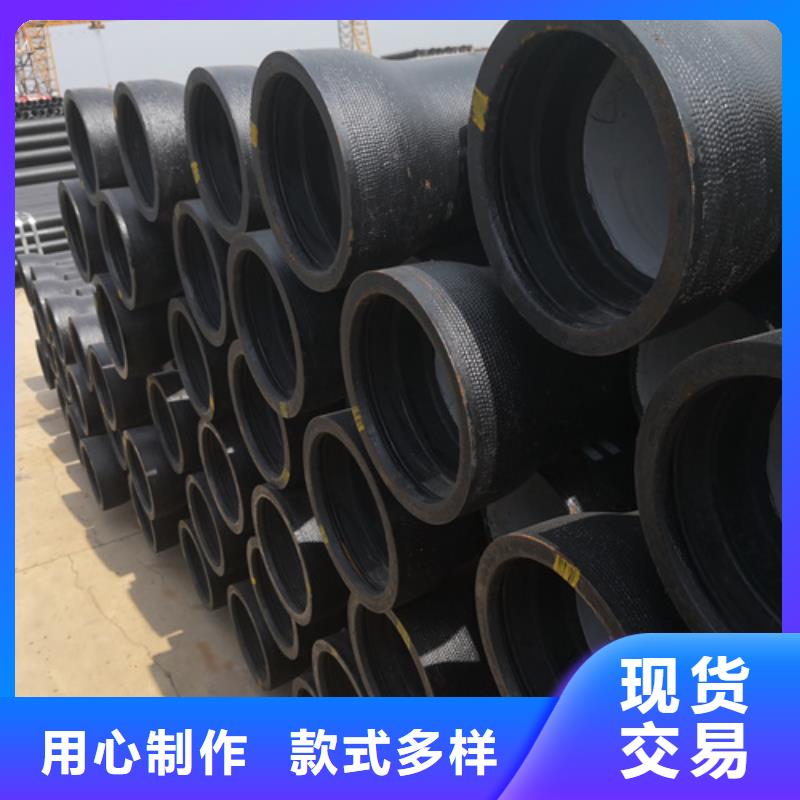
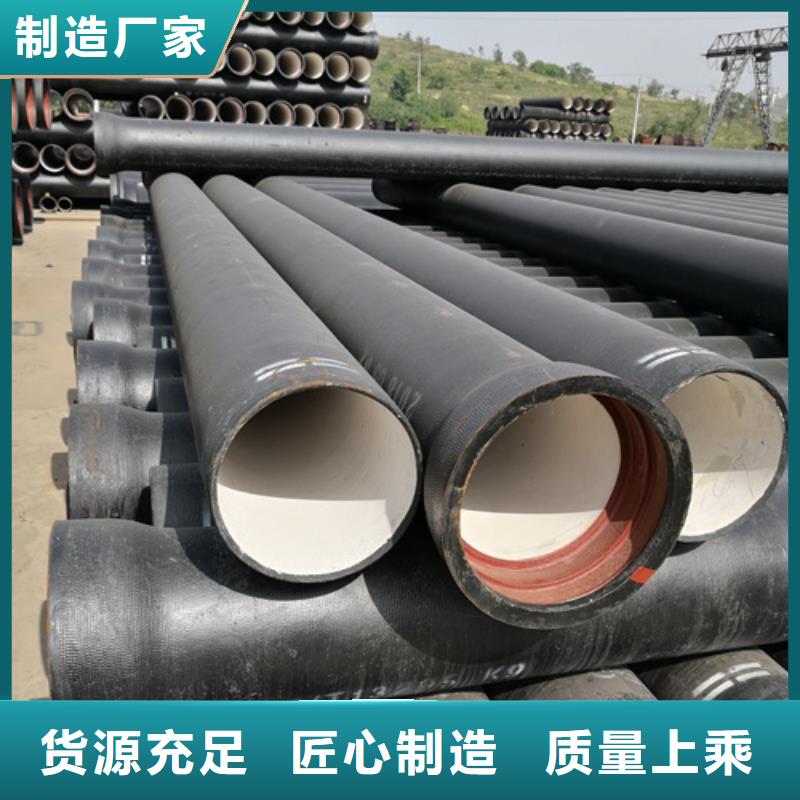
球墨鑄鐵管與其它管材相比,具有較高的抗內(nèi)力、外壓能力,較好的耐腐蝕性和耐磨性。同時(shí)具有施工方便、接口密封性能好,運(yùn)行系數(shù)大等優(yōu)點(diǎn)。近年來,在鑄鐵材料市場(chǎng)上發(fā)展勢(shì)頭迅猛。 這種材質(zhì)生產(chǎn)中較易出現(xiàn)裂紋、重皮、夾渣三種質(zhì)量問題。裂紋產(chǎn)生與離心澆注過程產(chǎn)生,澆注制度不合理產(chǎn)生;重皮與澆注溫度、澆注轉(zhuǎn)速有關(guān);夾渣與金屬化學(xué)元素含量、扒渣處理有關(guān)。 和控制措施是: 1、改進(jìn)離心設(shè)備,有效裂紋 減少鐵液在高溫的停留時(shí)間,加強(qiáng)孕育特別是隨流孕育效果。隨流孕育劑加入量控制為鐵液量的0.1-0.25%;確保管模粉分布均勻,控制管模內(nèi)表面用量為20-30g/m2。控制好水冷金屬型離心機(jī)冶煉工藝參數(shù)。 離心機(jī)要防止流槽振動(dòng)造成鐵液濺出現(xiàn)象,承口砂芯要安放合適,避免產(chǎn)生毛刺。控制鐵液成分,降低鐵液的含硅量,沖入球化劑后W(Si)應(yīng)控制在0.8-1.2%為宜。離心機(jī)機(jī)殼內(nèi)采用均勻布置圓弧形噴淋冷卻管,且分段設(shè)置,并避免各段的冷卻水相互影響。 2、優(yōu)化工藝參數(shù),減少管身重皮 合理控制澆注溫度和機(jī)身冷卻水進(jìn)出口溫度,縮短兩次澆鑄之間的間隔時(shí)間。控制機(jī)身冷卻水進(jìn)口溫度為28-36℃,出口溫度為50-57℃。 在水冷金屬型離心鑄造工藝中,應(yīng)防止過高的澆鑄轉(zhuǎn)速,調(diào)整適宜的翻包速度和主機(jī)走速;確保管模的打點(diǎn)的深度為0.25-0.3mm、直徑為4-5mm、點(diǎn)與點(diǎn)邊緣間距為0.5-0.7mm。 3、控制原料加入,降低夾渣缺陷 為解決降低鐵液中的含硫量,減少硫化物的產(chǎn)生,應(yīng)控制W(S)<0.02%;適當(dāng)提高澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量控制在1-2%為宜;加強(qiáng)鐵液的扒渣和擋渣效果;鐵液中的殘鎂流量不易過高(控制在0.035-0.045%),以減少鐵液表面氧化。 通過采取以上相應(yīng)措施,球墨鑄鐵管的質(zhì)量得到明顯改善,裂紋、重皮、夾渣缺陷大為降低,減少了廢品,大幅提高綜合成材率。
