您的位置>首頁 >資陽當地產品新聞 >
撫州市k9球墨鑄鐵管
更新時間: 2025-01-29 14:55:05 瀏覽次數:4
以下是:撫州市k9球墨鑄鐵管的產品參數
| 產品參數 |
|---|
| 產品價格 | 3500/噸 |
|---|
| 發貨期限 | 1天內 |
|---|
| 供貨總量 | 汽運 |
|---|
| 運費說明 | 汽運 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 球墨鑄鐵 |
|---|
| 產品品牌 | 格瑞 |
|---|
| 產品規格 | 100-1400 |
|---|
| 發貨城市 | 全國 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | DN100 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 0.095 |
|---|
| 產品顏色 | 黑色 |
|---|
| 質保時間 | 70 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 市政工程 |
|---|
| 是否進口 | 否 |
|---|
| 品牌 | 格瑞 |
|---|
| 規格 | DN100-1400 |
|---|
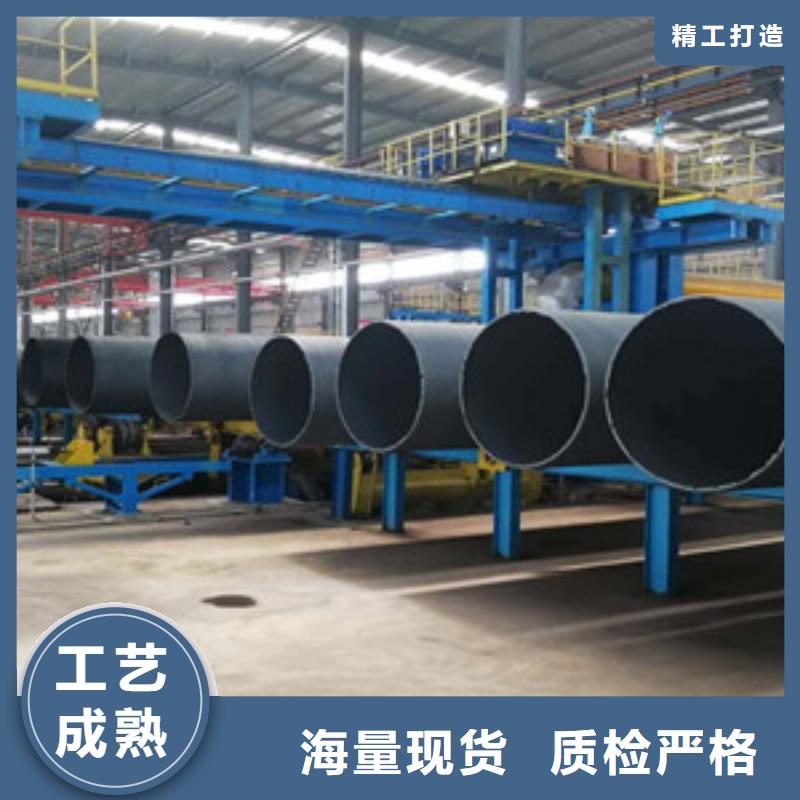
| 加工工藝 | 離心澆鑄 |
|---|
| 類型 | 球墨鑄鐵 |
|---|
| 用途 | 市政給水消防排污 |
|---|
| 可售地 | 全國 |
|---|
| 計重方式 | 理計 |
|---|
以下是:撫州市k9球墨鑄鐵管的圖文視頻
導讀 撫州市k9球墨鑄鐵管,格瑞管業有限公司為您提供撫州市k9球墨鑄鐵管產品案例,聯系人:鄧經理,電話:0635-8882416、15166580844,QQ:1512053520,發貨地:聊城開發區發貨到四川省 資陽市 雁江區、安岳縣、樂至縣、簡陽市。 四川省,資陽市 資陽市歷史文化底蘊深厚。35000年前的“資陽人”開啟四川人類文明發展歷史篇章。漢武帝建元六年(前135年),初置資中縣。1998年2月26日,設立資陽地區,2000年6月14日,撤銷資陽地區設立地級資陽市。





產生的原因和可采取的措施有鋼管矯直前的彎曲度及橢圓度過大,超過了矯直機的能力,可以重復嬌直;矯直輻的壓下量及撓度小,可適當增加壓下量或者撓度等鋼管表面出現螺旋壓痕或“矯凹”現象,這是矯直輥的端部與鋼管表面接觸所致產生的原因是矯直粗的線與鋼管的線不一致,鋼管偏向一側,鋼管與矯直輥接觸弧過大,使矯直輥端部與鋼管接觸,可通過調整矯直輥的角度使鋼管“對中接觸弧長度合理鋼管“矯方”,即鋼管矯直后其截面不是圓形,而是呈“方形”。資陽球墨鑄鐵管在設計工模具時,先仔細地對全套工模具進行計算。因為,資陽球墨鑄鐵管另外,各輥的壓下量是不同的,對六輥矯直機面言,前、后輥的壓下量遠小于中間輥。同樣,鋼管與矯直混的接觸弧線長度要合適,按12-3/4輥長進行調整,中輥取上限,前、后取下限總之,影響鋼管矯直的因素是多方面的,資陽球墨鑄鐵管在實際應用中要反復試驗以取得寶貴的實踐經驗資陽球墨鑄鐵管價格并達到預期的效果鋼管矯直后會出現以下的問題:資陽球墨鑄鐵管矯直后彎曲度及橢圓度達不到要求。
總結 您是想要在四川省資陽市采購高質量的撫州市k9球墨鑄鐵管產品嗎?格瑞管業有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的撫州市k9球墨鑄鐵管產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:鄧經理-15166580844,QQ:1512053520,地址:《開發區》。