


2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。
3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,半自動鋼筋籠滾焊機可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。
4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。
5、半自動鋼筋籠滾焊機焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導電性及散熱能力。鋼筋籠繞筋機


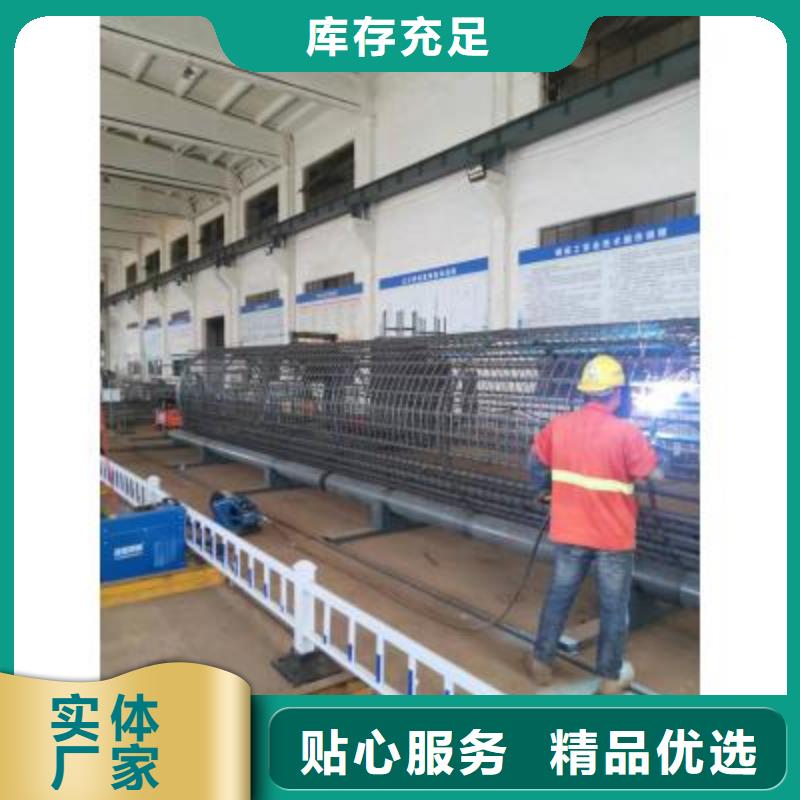
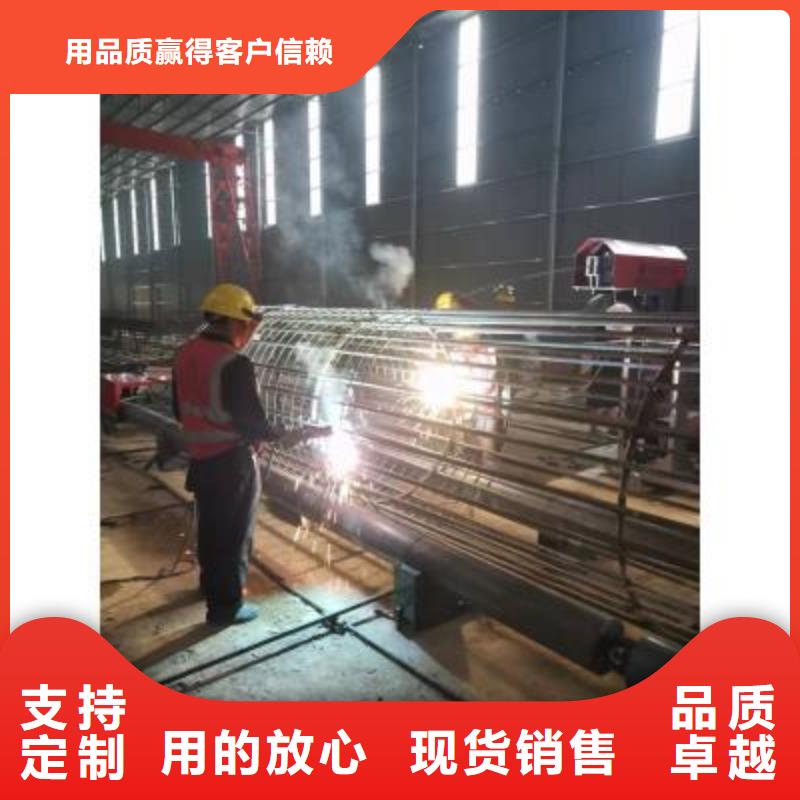
三角內撐將它加固,在加強筋外側點焊主筋,主筋與加強筋必須垂直,再綁扎箍筋,鋼筋籠的加工,必須嚴格按照施工設計圖和規范要求,配制好主筋的焊接長度為10D(雙面焊)。 全自動鋼筋籠滾焊機由于采用的是數控機械化作業,所以主筋,纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量可達到規范要求,全自動鋼筋籠滾焊機能同時為多個工地配送成型鋼筋,可進行綜合套裁,使得鋼筋的利用率提高,不僅節約了資源。鋼筋籠繞筋機
三、鋼筋籠滾焊機加工鋼筋籠的精度保障: 由于鋼筋籠對于箍筋之間的間距精度要求非常高 所以一般作鋼筋籠很難現代化施工要求。而凱瑞德生產的數控鋼筋籠滾焊機,是在工業PLC上設定間距參數,由PLC控制行走于變頻電機的轉速。從而有效保證其加工出來的產品。
 建貿機械設備有限公司
建貿機械設備有限公司

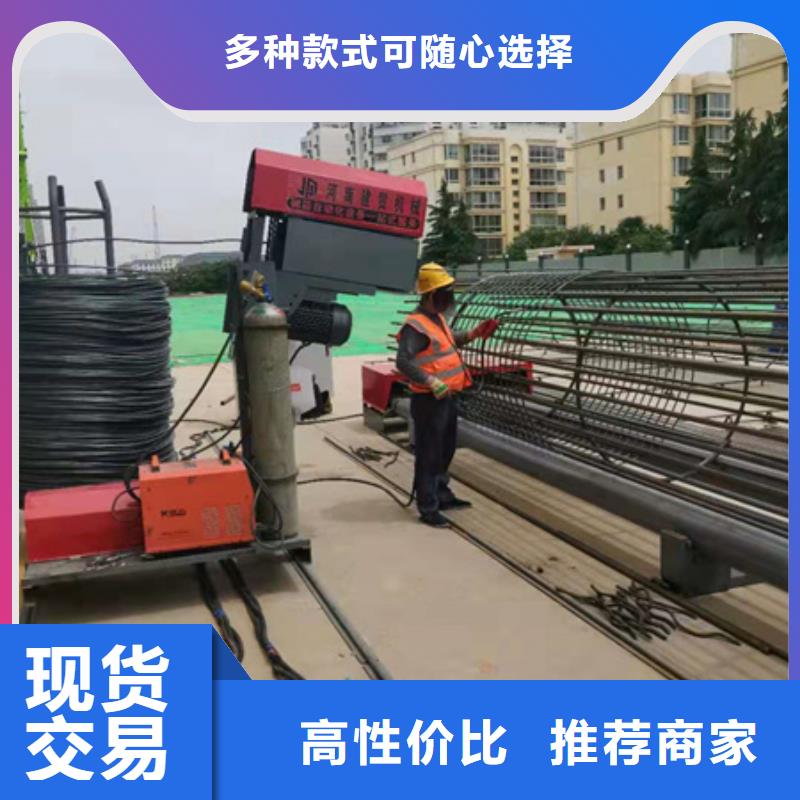
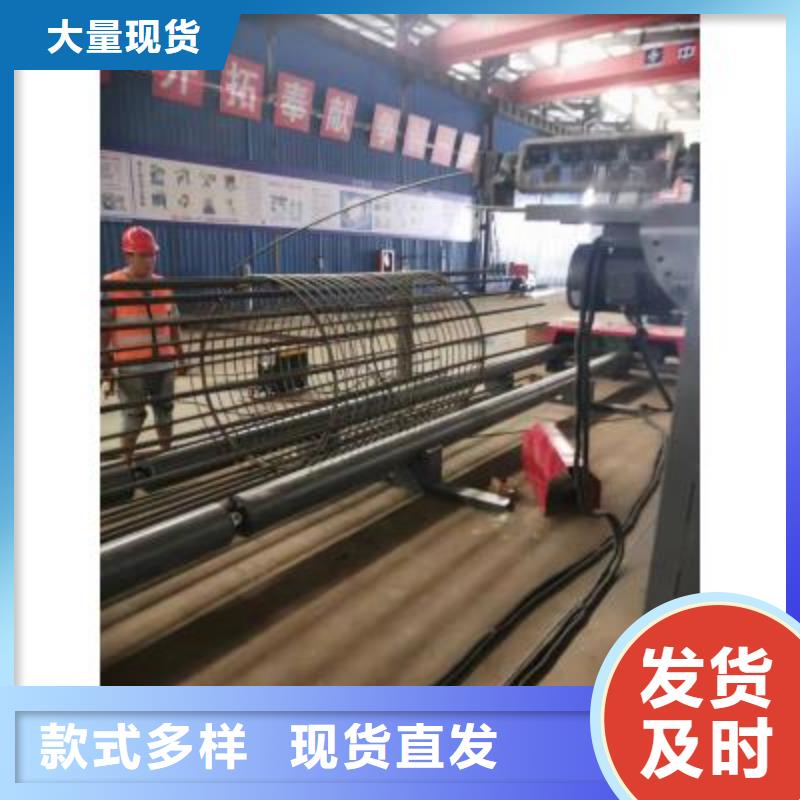
鋼筋籠繞筋機2)拉筋系統
牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。
3)電極系統
氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。
2、焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。
1)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。
2)焊接控制主回路系統:
主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。
