

我們的型材拉彎,無縫鋼管一致好評產品視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:型材拉彎,無縫鋼管一致好評產品的圖文介紹

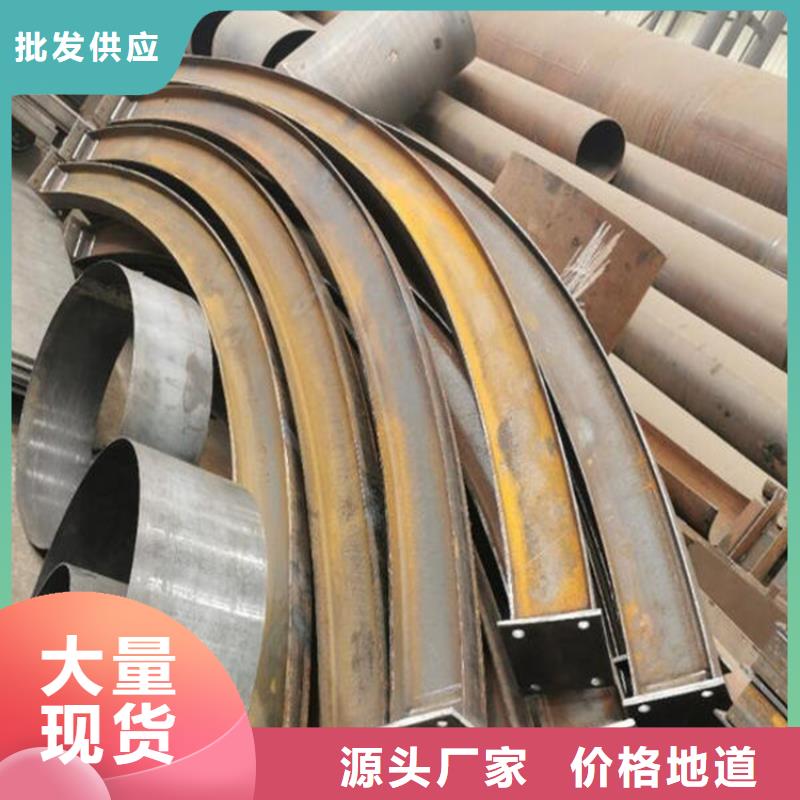
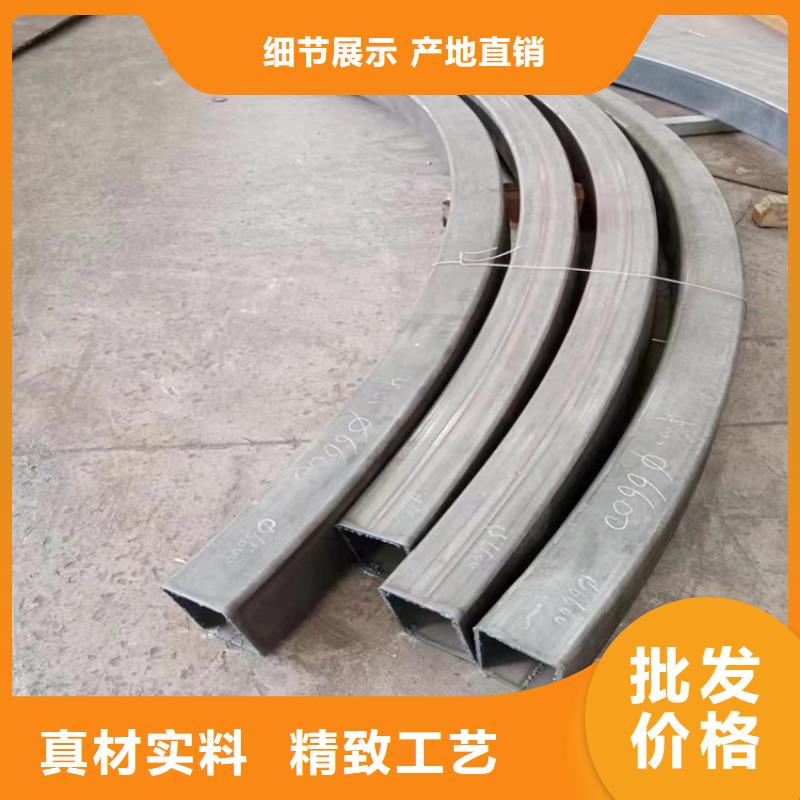
型材拉彎廠家介紹型材拉彎的分類型材拉彎是將金屬薄板、管材和型材彎曲成具有一定曲率、形狀和尺寸的工件的沖壓工藝。 型材拉彎成型廣泛用于制造高壓容器、鍋爐汽包、鍋爐管、鋼板和船體肋、各種器皿、儀表部件和柜體嵌件。根據工藝特點,型材拉彎可分為頂彎、壓彎、輥彎和型材拉彎。壓彎是常用的型材拉彎方法。 所使用的設備多為通用機械壓力機或液壓機,也有專用折彎機,常用的折彎設備是卷板機。 三輥彎曲機是根據三點定圓的原理,連續彎曲板坯。 三輥卷板機有兩個驅動輥(固定)和一個壓輥(可調)。 通過調節壓輥的上下位置,可以改變壓輥與驅動輥的相對距離。 當型材拉彎時,版材置于驅動輥和壓輥之間,驅動輥正反向旋轉,使版材往復運動。 通過調節壓輥逐漸下壓,可以將板材彎曲成具有所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。 壓輥一端可升高,方便工件卸料。 還有四輥和多輥卷板機。 四輥卷板機用于軋制厚板滾筒。 四輥以上的多輥卷板機利用多對輥將板材逐漸彎曲成復雜的形狀。對于要求精度高、長度和曲率半徑大、橫向尺寸小的折彎件,可以在專用的型材拉彎機型材拉彎上進行。 當型材拉彎時,板的整個厚度都在拉應力的作用下,所以只發生伸長變形,卸載后回彈引起的變形小,容易保證精度。


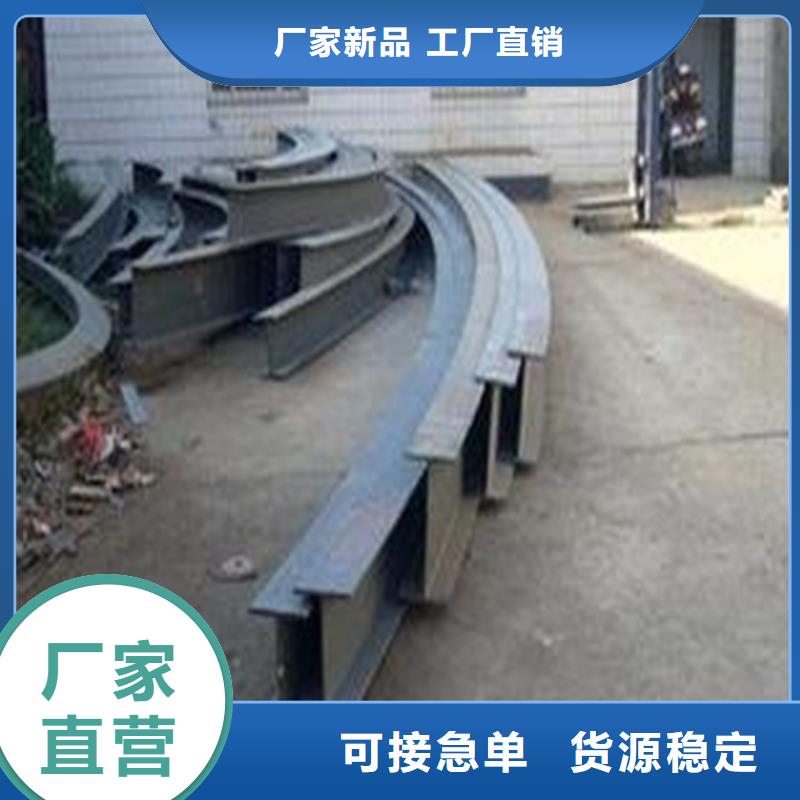
講一講型材拉彎的具體方式型材拉彎理論活動時會有不相同的彎折加工工藝,產品能夠 從不相同的視角分紅不相同的類型。一般來說,依據彎頭是不是被合理加溫,工程項目消費加工能夠 分紅冷拔乃至熱彎。依據曲折程度的不同。產品能否有填充劑,能夠分為無芯曲折、無銹鋼板曲折、厚壁不銹鋼板曲折,是冷拔方法,產品普遍使用于各種制作業。型材拉彎加工工藝及安裝規矩彎管是管道施工工程項目的重要。除開制作制廢品管材相對性詳盡的汽體管路外,其他管路現階段并不是沖壓模具無縫彎頭和沖壓模具焊接彎頭的重要。彎折消費加工是使用觸摸閃現屏和數控機床操控模塊,他們被關掉。全部機器設備的程序流程設定比較簡略和非常容易。全部機器設備的床體結構非常平穩,在使用全過程中不容易形變。每一傳動齒輪能夠 設定16個彎折視角。依據其慢定位效勞,鈑金折彎視角不容易紊亂,產品重復精細度可做到正負極零點一度,操作流程中的錯誤解閃現信息在閃現屏上,這可合理輔佐作業者馬上肅清,并出示自主開發設計的坐標轉化鈑金折彎的消費加工值。



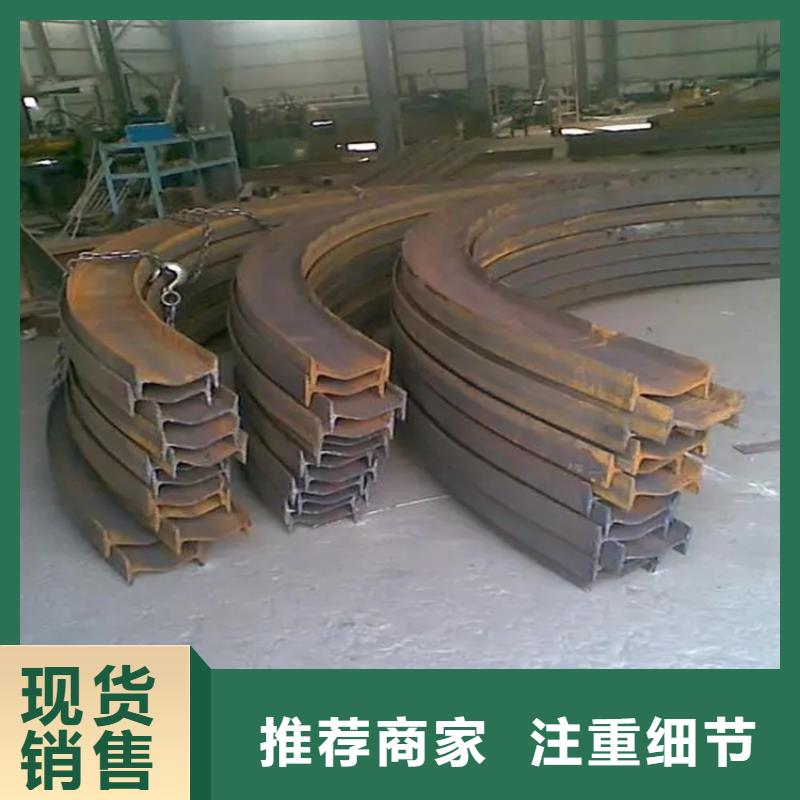
型材拉彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產品分量,噸;G為投入質料分量,噸。成材率與金屬耗費系數K成倒數的聯系。b=(G-W)/G×100=1/K. 式中W為出產過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產過程中產生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質料和軋制的產品不同,如有的軋鋼車間以鋼錠為質料通過中心開坯,軋制成材;有的車間以鋼錠為質料直接軋制成材;有的車間以鋼坯為質料軋制成材;還有少量車間則是以鋼材為質料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產過程中金屬收得情況,難以反映車間之間在出產技術水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據具體情況計算。


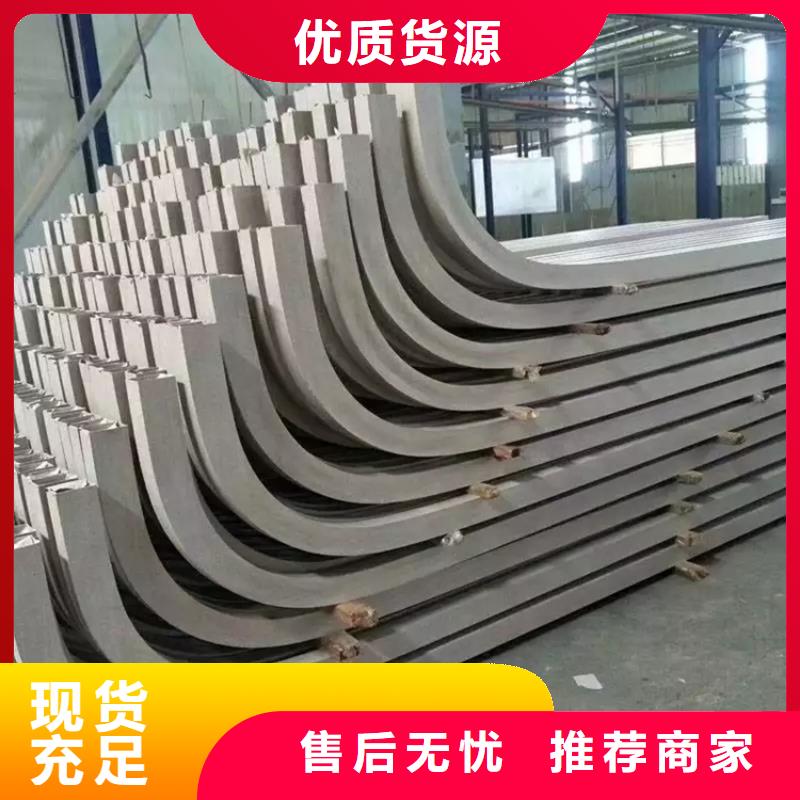
宏鉅天成鋼管有限公司位于經濟開發區遼河路東首興隆鋼管市場,主要生產 河南冷拔方鋼等。公司以誠信為準則,以質量為根本,用心服務好每一位客戶!大量庫存,現貨充足,下單咨詢產品規格符合即可發貨。您購買的產品在物流到達您的城市內,會及時通知您取貨,請您當場驗收,檢查件數是否與物流單對應,以及產品是否損壞確認好后再簽收貨物,如發現貨物有丟失和損壞,請當場與我們聯系。


