您的位置>首頁 >宣城本地行業頻道 >
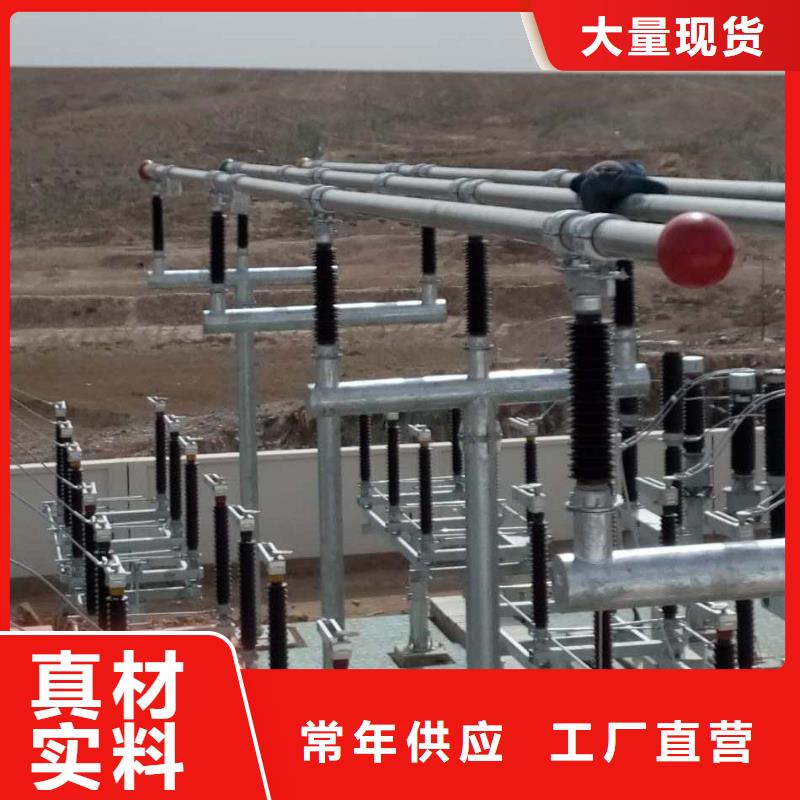
鋁鎂合金管6063G-Φ320/290優惠報價%【廠家】
更新時間: 2025-01-20 05:59:18 瀏覽次數:3
以下是:鋁鎂合金管6063G-Φ320/290優惠報價%【廠家】的產品參數
| 產品參數 |
|---|
| 產品價格 | 100/米 |
|---|
| 發貨期限 | 3 |
|---|
| 供貨總量 | 10000 |
|---|
| 運費說明 | 先付 |
|---|
| 最小起訂 | 6米 |
|---|
| 質量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 6063G |
|---|
| 產品品牌 | 辰昌盛通 |
|---|
| 產品規格 | 40-350 |
|---|
| 發貨城市 | 山東 |
|---|
| 產品產地 | 濟南 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 40-350 |
|---|
| 可售賣地 | 濟南 |
|---|
| 產品重量 | 1 |
|---|
| 產品顏色 | 銀白色 |
|---|
| 質保時間 | 365天 |
|---|
| 外形尺寸 | 150 |
|---|
| 適用領域 | 導電 |
|---|
| 是否進口 | 是 |
|---|
| 質量認證 | A |
|---|
| 產品功率 | a |
|---|
| 工作溫度 | 621 |
|---|
以下是:鋁鎂合金管6063G-Φ320/290優惠報價%【廠家】的圖文視頻
導讀 鋁鎂合金管6063G-Φ320/290優惠報價%【廠家】,辰昌盛通金屬材料有限公司為您提供鋁鎂合金管6063G-Φ320/290優惠報價%【廠家】的資訊,聯系人:王欣,電話:0635-2119178、13686355178,QQ:1978623870,發貨地:聊城經濟技術開發區1號路東發貨到安徽省 宣城市 宣州區、郎溪縣、廣德市、涇縣、績溪縣、旌德縣、寧國市。 安徽省,宣城市 宣城名稱源于早在春秋戰國時期,是千年州府地,古屬吳越,素有“宣城自古詩人地”“上江人文之盛首宣城”之稱。建國初期,設宣城專區,后并為蕪湖專區和蕪湖地區;1980年,蕪湖地區更名為宣城地區;1982年4月,宣城地委、行署由蕪湖搬遷至宣城;2000年,宣城撤地建市。宣城市是南京都市圈成員城市,G60科創走廊中心城市,皖南國際旅游文化示范區重要組成部分,皖東南地區的綜合交通樞紐。還是全國的中國文房四寶之城,宣紙制作技藝被列入聯合國非物質文化遺產名錄。宣城市地處東南丘陵與長江下游平原的過渡地帶,市境有“江南詩山”敬亭山,華東第二高峰清涼峰,皖南天然淡水湖南漪湖,神秘的皖南川藏線,“古生物活化石”揚子鱷等景點。

<宣城>辰昌盛通金屬材料有限公司
宣城鋁鎂合金管6063G-Φ320/290優惠報價%【廠家】
<宣城>辰昌盛通金屬材料有限公司深耕于宣城保溫鋁皮系列產品的換代升級。近年來,學習國外技術、引進國外設備,建立了一支宣城保溫鋁皮技術過硬、檢測、管理完善的生產和服務團隊。始終把“客戶,質量”作為公司的核心理念。
展望未來<宣城>辰昌盛通金屬材料有限公司將繼續發揚中國傳統匠心精神,不忘初心,腳踏實地。努力把中國制造宣城保溫鋁皮推向世界。


鋁鎂合金管型母線管母線氧化前,零件和制件的表面狀況和業已進行過之機械加工的食量對磨光時工序次數和時間的影響很大。磨光和拋光如果進行裝飾性氧化,要想得到深黑色的美麗光澤表面,氧化前金屬的表面應加以磨光和拋光。為使被加工制件盡可能得到此較光滑和平的表面,磨光要進行好兒個工作過程,起初用此較粗的磨料, 用栩的磨料。細磨是在裝有富于彈性的毛氈,毛氈或布翰的雙臂磨光確光機上進行。磨料可采用金剛砂粉或剮玉粉。把金剛砂粉或剮玉粉粘在翰子的周邊上就使翰子有了磨料層。此時,木工繆、宣城本地路素膝及硅酸熊繆可用來作為粘拮劑。磨光時,磨料粒度要這樣來選擇即所選之粒度能在下一道工序把上一道工序留下的缺陷癱,所以先用粒度比較粗的磨粉加工,然后用中等的,再用繃的。通常磨光匆制件時,磨輪的圓周速度為30.35公尺/秒;繃磨鑄鐵制件時,則為20-25公尺/秒。在很多情況下,零件經過基本的磨光工序后,還進行補充工序,即所謂“油磨”或無光拋磨。通常油磨是靠磨膏用圓的草刷或毛刷來進行,磨膏是把繃磨料均勻地A件在工業用油脂和硬脂很合物中而制成的。除此以外,油磨可以減少零件和磨輪發熱,燒焦的危險,從而延畏了磨輪的耐久性。所以,要獲得高的精胭度,建議直接在拋光前進行油磨。混在油脂內之金剛砂粒的切創性質會大大減小,因為油脂中的有機酸有助于零件上的氧化物薄膜。油磨后,零件表面就變得更為平滑、宣城本地光滑。然后可用涂有專門拋光膏的布輪把該表面好好地拋光。

總結 鋁鎂合金管6063G-Φ320/290優惠報價%【廠家】,辰昌盛通金屬材料有限公司為您提供鋁鎂合金管6063G-Φ320/290優惠報價%【廠家】產品案例,聯系人:王欣,電話:0635-2119178、13686355178,QQ:1978623870,發貨地:經濟技術開發區1號路東。