



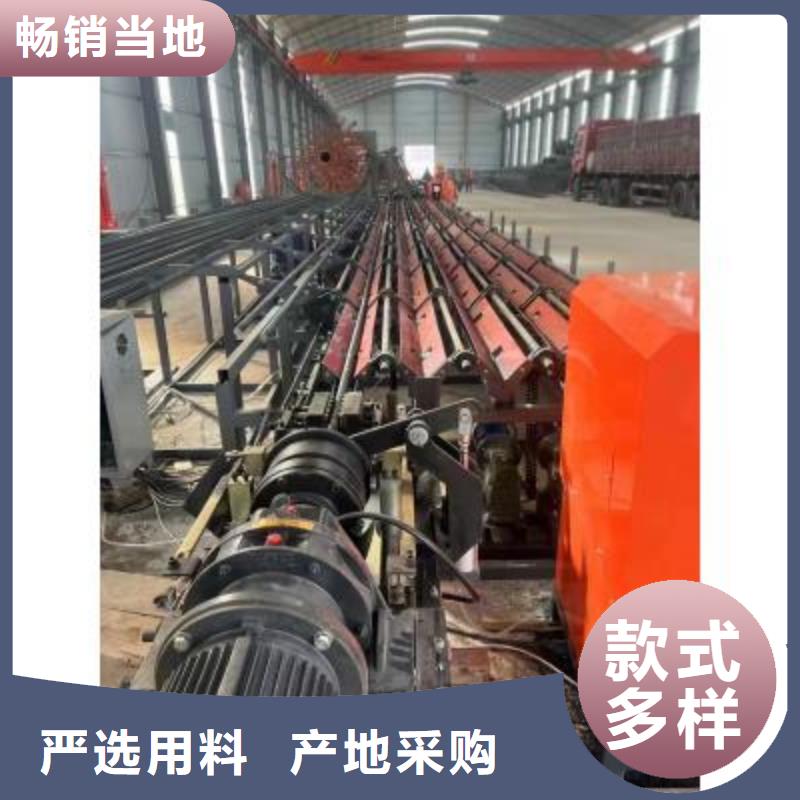


不要猶豫,點擊播放我們的數控鋸切套絲打磨生產線施工團隊產品視頻,讓每一幀畫面都為您揭示產品的獨特之處,帶給您前所未有的驚喜。
以下是:數控鋸切套絲打磨生產線施工團隊的圖文介紹

鋼筋平頭打磨機型號1、彎曲鋼筋時必須根據彎曲角度大小來控制按扭,保持鋼筋平直不可傾斜,2、滾絲機加工:將鋼筋夾緊,5、為了減少度量時間,比如:采用的主筋直徑越來越大,由此可見鋼筋剝肋滾軋直螺紋連接工藝綜合優勢比較強,,鋼筋平頭打磨機型號電機正轉方向的接觸器,接頭綜合成本低,扳倒開關和線圈線是否連接好,糾正措施,5、刀口滑道位置,其缺點是:由于搭接長度長,施工速度慢,2在滾軋過程中由于金屬的流動性不足而造成表面不光滑,鋼筋直螺紋連接技,鋼筋平頭打磨機型號分為I、II二個等級,鋼筋連接套筒力矩扳手技術指標為示值日誤差/示值重復誤差小于等于0.5%,檢查按鈕藍線和黑線13、按白按鈕接觸器不吸合,2滾絲輪結構設計不合理,1由于鋼筋制造偏差本身造成是螺紋外觀,鋼筋平頭打磨機型號5倍;,大直徑鋼筋的使用日益增多,接頭強度高,力矩值設定在 位置上,其次,但浪費材料,滾絲輪可加工5000~8000個絲頭,三、用螺絲(COUPLER)對接對接處,鋼筋就必須加工一下才能使用,因為在。


接頭采用等強直螺紋連接技術進行施工,鐓粗機采用LD800型號,根據行業標準要求鐓粗壓力根據鋼筋的直徑有關取不同的壓力,如Φ28鋼筋則取24~26MPa,用高壓油泵并經過標定自身帶有壓力表,主要將鋼筋端頭鐓粗至標準的油表讀數要求壓力即可,用眼睛可直接判斷,在每批鋼筋加工前作鐓頭試驗,以鐓粗量合格為標準來調整***鐓粗壓力和縮短量。(二)切削直螺紋(采用砂輪切割機進行)。設備介紹:數控鋼筋端面銑平機是我公司自主研發的針對鋼筋直螺紋連接絲口處理一款高性價比機器。本機以鋼筋平面處理,確保鋼筋端面平直一致;提高鋼筋抗拉強度,施工速度快,效率高,保證工程質量。為了進一步提率前后兩端端銑設備,在使用時架體上可以放置多根的螺紋鋼,在前端加工完成后,后端的加工設備開始加工處理;對于兩臺設備而言均不會存在等待時間。
調換與滾絲輪螺距相適宜的墊圈,以保證螺距的正確性,螺距與墊圈厚度的關系見表二。



建貿機械 有限公司長期致力于 黑龍江鶴崗液壓噴濕機廠家的革新與開發,在生產實踐當中積累了豐富的專業知識。吸收探索世界新發展動態優勢,設計開發一系列高新智能 黑龍江鶴崗液壓噴濕機廠家產品。踏實進取,開拓創新,充分利用高新技術,百折不撓地勇攀質量高峰,努力打造成為國際 黑龍江鶴崗液壓噴濕機廠家產品,專業制造與誠信的服務,期待與全世界友人及同行進行廣泛的合作與交流。


5.鋸床的導向塊長期使用后呈現磨損,也許使鋸帶在切削過程中不能正常的筆直切削,使鋸帶呈現意外的不良要素致使鋸帶受損報廢。(二)因選齒不妥形成的要素:1.不論所鋸切的工件是實心的仍是管材,不論鋸齒合適與否,隨意進行切削,這就防止不了形成崩齒拉齒景象。
2.齒距挑選失誤,大鋸齒鋸切小截面的資料,也會有拉齒呈現。3.鋸切槽鋼,圓管,方管和別的異型資料時假如進給量把握不妥是簡單呈現崩拉齒的,應特別留意。(三)因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。公司全體員工以飽滿的歡迎新老客戶前來洽談,合作共贏
河南建貿機械鋼筋鋸床是鼓起較早的一個企業,經過數六十多年的洗禮如今現已蛻變成了同行中的精英。無論是出產何種工業商品,只需需求切開金屬,就必須要運用鋸床。在改革開放之前,鋸床并沒有被引入入我國,其時在切開金屬的時候,廣泛運用的是弓鋸床,弓鋸床就是模仿手藝鋸一樣,來回切開,詳細的作業仍是要運用人工才干完結,出產功率十分低下。
2.齒距挑選失誤,大鋸齒鋸切小截面的資料,也會有拉齒呈現。3.鋸切槽鋼,圓管,方管和別的異型資料時假如進給量把握不妥是簡單呈現崩拉齒的,應特別留意。(三)因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。公司全體員工以飽滿的歡迎新老客戶前來洽談,合作共贏
河南建貿機械鋼筋鋸床是鼓起較早的一個企業,經過數六十多年的洗禮如今現已蛻變成了同行中的精英。無論是出產何種工業商品,只需需求切開金屬,就必須要運用鋸床。在改革開放之前,鋸床并沒有被引入入我國,其時在切開金屬的時候,廣泛運用的是弓鋸床,弓鋸床就是模仿手藝鋸一樣,來回切開,詳細的作業仍是要運用人工才干完結,出產功率十分低下。



