您的位置>首頁 >焦作當(dāng)?shù)禺a(chǎn)品頻道 >
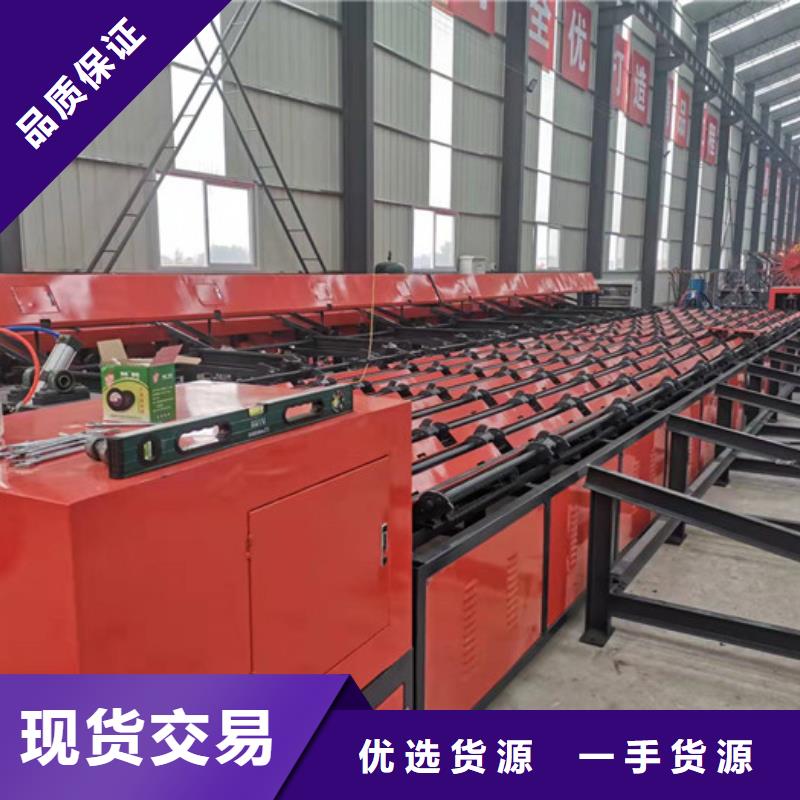
鋼筋鋸切套絲生產(chǎn)線(價格合理)
更新時間: 2024-12-29 10:00:46 瀏覽次數(shù):4
以下是:鋼筋鋸切套絲生產(chǎn)線(價格合理)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 180000/臺 |
|---|
| 發(fā)貨期限 | 3 |
|---|
| 供貨總量 | 10 |
|---|
| 運費說明 | 汽運 |
|---|
以下是:鋼筋鋸切套絲生產(chǎn)線(價格合理)的圖文視頻
導(dǎo)讀 鋼筋鋸切套絲生產(chǎn)線(價格合理),建貿(mào)數(shù)控鋼筋籠滾焊機廠家有限公司為您提供鋼筋鋸切套絲生產(chǎn)線(價格合理),聯(lián)系人:趙通,電話:13080162012、13080162012,QQ:2661503466,請聯(lián)系建貿(mào)數(shù)控鋼筋籠滾焊機廠家有限公司,發(fā)貨地:石像鎮(zhèn)老官趙村3組發(fā)貨到河南省 焦作市 解放區(qū)、中站區(qū)、馬村區(qū)、山陽區(qū)、修武縣、博愛縣、武陟縣、溫縣、沁陽市、孟州市。 河南省,焦作市 焦作地處中國華中地區(qū)、河南西北部,北依太行山、與山西晉城接壤,南臨黃河與鄭州、洛陽隔河相望,東臨新鄉(xiāng),西臨濟源,是河南省近現(xiàn)代工業(yè)的起源地,是老工業(yè)基地,近代有“中原小上海”之美稱,是中國旅游城市和新型工業(yè)化示范基地。自20世紀末開始,焦作從一座資源枯竭的城市轉(zhuǎn)型為旅游城市,走出了一條資源枯竭型城市的轉(zhuǎn)型之路。焦作由“黑色印象”到“綠色主題”的產(chǎn)業(yè)轉(zhuǎn)型經(jīng)驗入編高中地理教科書,被稱為“焦作現(xiàn)象”。
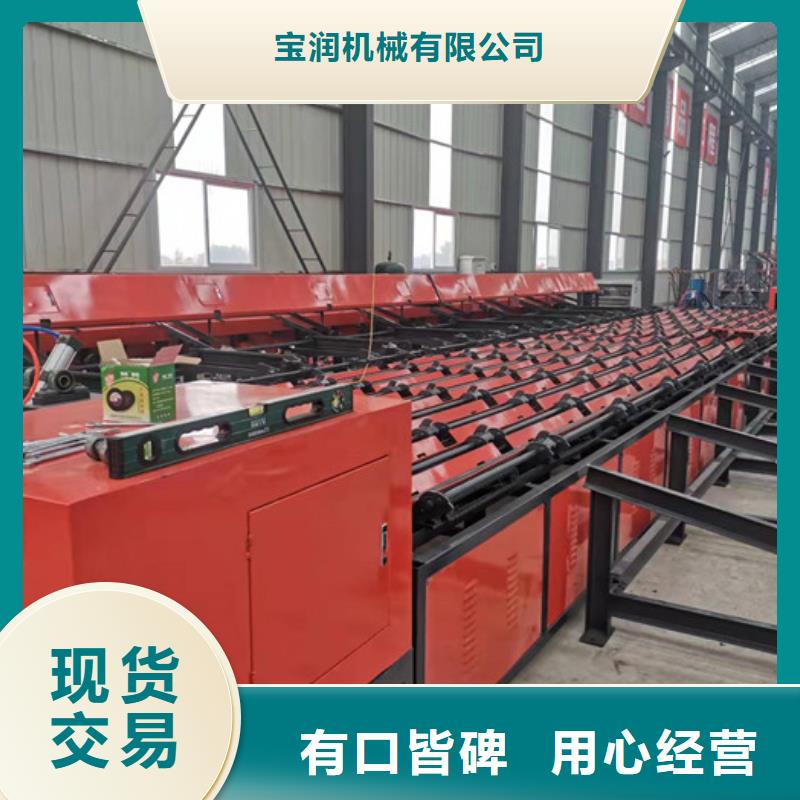
寶潤機械有限公司
寶潤機械有限公司
鋼筋鋸切套絲生產(chǎn)線 鋼筋下料→鋼筋套絲→接頭單體試件試驗→鋼筋連接→質(zhì)量檢查?2.鋼筋下料:鋼筋下料時,端頭應(yīng)預(yù)留出30mm用無齒鋸進行切割,切口端面要與鋼筋軸線垂直,端面要平整,不得有馬蹄形或扭曲,鋼筋端部不得有彎曲,出現(xiàn)彎曲時應(yīng)進行調(diào)直。需要注意的是:接頭處鋼筋端部不得用鋼筋切斷機進行切斷,更不得用氣割進行下料,必須采用無齒鋸進行切割。?3.?鋼筋套絲?⑴套絲機必須用水溶性切削冷卻潤滑液,當(dāng)氣溫低于零度時,應(yīng)摻入15%~20%的亞硝酸鈉,不得用機油潤滑。
線(價格合理)")
鋼筋鋸切套絲生產(chǎn)線操作工人應(yīng)按上表的要求檢查絲頭加工質(zhì)量,每加工10個絲頭用通、止規(guī)檢查一次。經(jīng)自檢合格的絲頭再由質(zhì)檢員隨機抽樣檢驗,一個工作班生產(chǎn)的絲頭為一個驗收批,隨機抽樣不少于10%且不少于10個。當(dāng)合格率小于95%時,應(yīng)加倍抽檢,復(fù)檢合格率仍小于95%時,應(yīng)全部逐個檢驗,不合格的重新加工。?⑸檢查合格的絲頭應(yīng)立即將其一端擰上塑料保護帽,另一端擰上連接套,并按規(guī)格分類堆放整齊待用。?4.?鋼筋連接?⑴連接套筒規(guī)格與鋼筋規(guī)格必須一致,絲扣應(yīng)干凈、完好無損。?⑵連接之前應(yīng)檢查鋼筋螺紋及連接套螺紋是否完好無損,鋼筋絲頭上如發(fā)現(xiàn)雜物或銹蝕,可用鋼絲刷。?⑶所用工具為扭力扳手或管鉗,兩鋼筋絲頭在套筒中間位置相互頂緊。擰緊力矩見下表,扭力扳手的精度為±5%
總結(jié) 選購鋼筋鋸切套絲生產(chǎn)線(價格合理)來河南省焦作市找建貿(mào)數(shù)控鋼筋籠滾焊機廠家有限公司,我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標準的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:趙通-13080162012,{QQ:2661503466},地址:[石像鎮(zhèn)老官趙村3組]。