




11、GB/T5312-1999冷拔船舶用碳鋼和碳錳鋼廣東無縫鋼管
12、GB/T3093-2002柴油機用高壓廣東無縫鋼管
13、GB/T8713-1988液壓和氣動缸管用精密內徑廣東無縫鋼管
14、GB3087-1999低中壓鍋爐無縫鋼管
15、GB5310-1995高壓鍋爐用廣東無縫鋼管
16、GB13296-1991鍋爐熱交換器用不銹無縫鋼管
17、GB6479-2002化肥設備用高壓廣東無縫鋼管
18、GB9948-1988石油裂化用無縫鋼管
19、YB/T5052-1993金剛石巖心鉆探用廣東無縫鋼管
20、GB/T17396-1998液壓支柱用熱軋廣東無縫鋼管
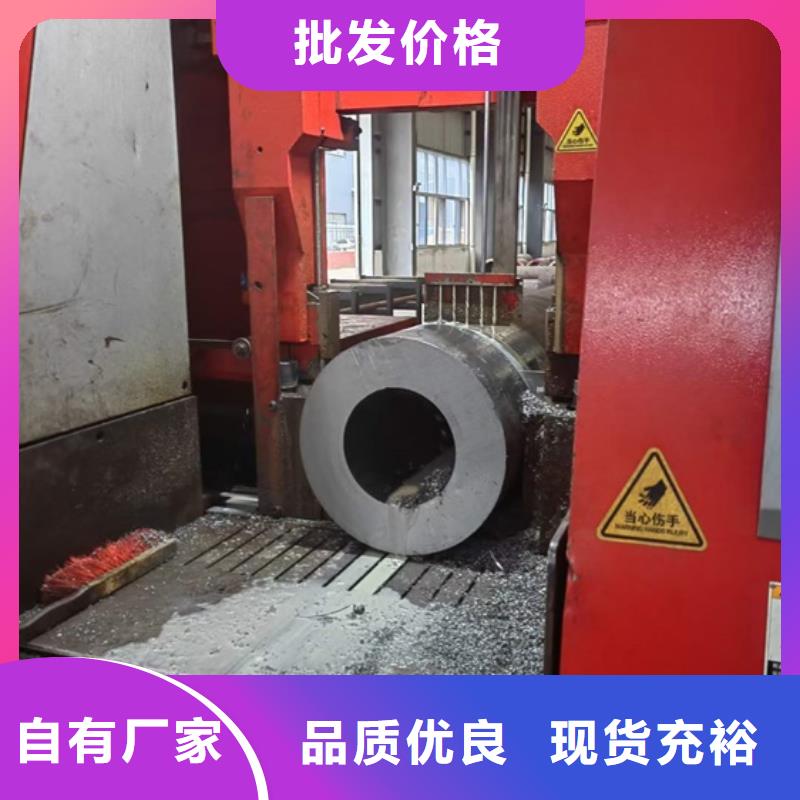
熱軋無縫管一般在主動軋管機組上出產。實心管坯經查看并鏟除表面缺點,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的效果下,管坯內部逐漸形成空腔,稱毛管。再送至主動軋管機上持續軋制。經均整機均整壁厚,經定徑機定徑,達到標準要求。使用接連式軋管機組出產熱軋16mn厚壁廣東無縫鋼管是較的辦法。
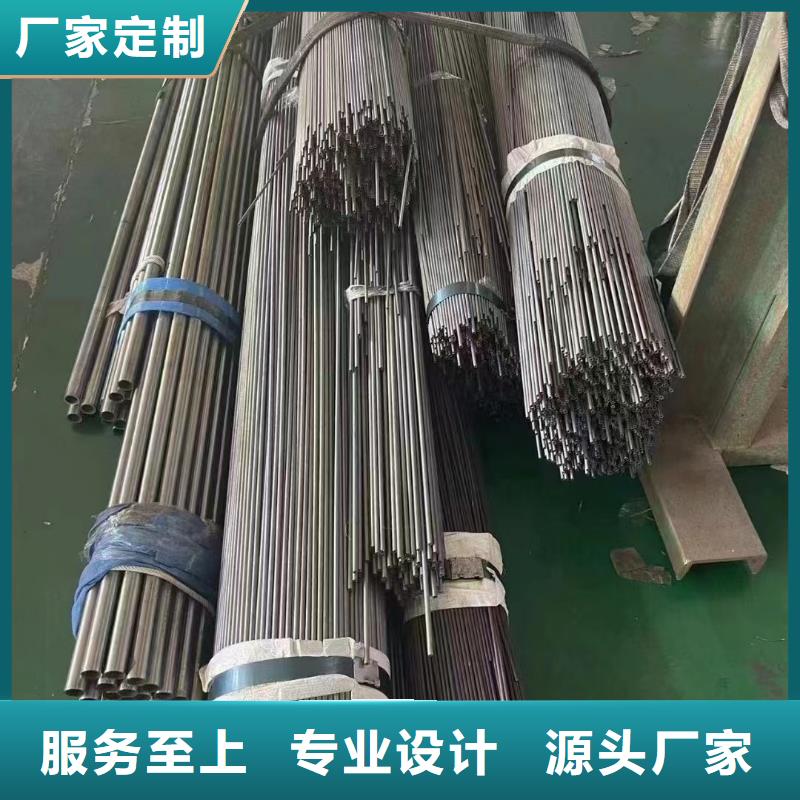
熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
外觀質量:鋼管的表里表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應鏟除掉,鏟除后不得使壁厚和外徑逾越負差錯。
鋼管的兩端應切成直角,并鏟除毛刺。壁厚大于20mm的鋼管答應氣割和熱鋸切開。經供需雙方協議也可不切頭 。
1、DIN 17175-1979耐熱廣東無縫鋼管、交貨技術條件
2、DIN 17176-1990壓縮氫氣用圓形廣東無縫鋼管、交貨技術條件
3、DIN 17179-1986特殊要求的細晶料結構無縫鋼管 交貨技術條件
4、DIN 17204-1990廣東無縫鋼管的淬火和調質處理 交貨技術條件
5、DIN 17456-1999一般要求不銹鋼鋼管 交貨技術條件
6、DIN 2391-1-1994廣東無縫精密鋼管 第1部分:尺寸
7、DIN 2391-2-1994無縫精密鋼管 第2部分:交貨技術條件
8、DIN 2393-1-1994有特殊尺寸精度的精密焊接鋼管 尺寸
9、DIN 2393-2-1994有特殊尺寸精度的精密焊接鋼管 交貨技術條件
10、DIN 2394-1-1994精密焊接鋼管 尺寸
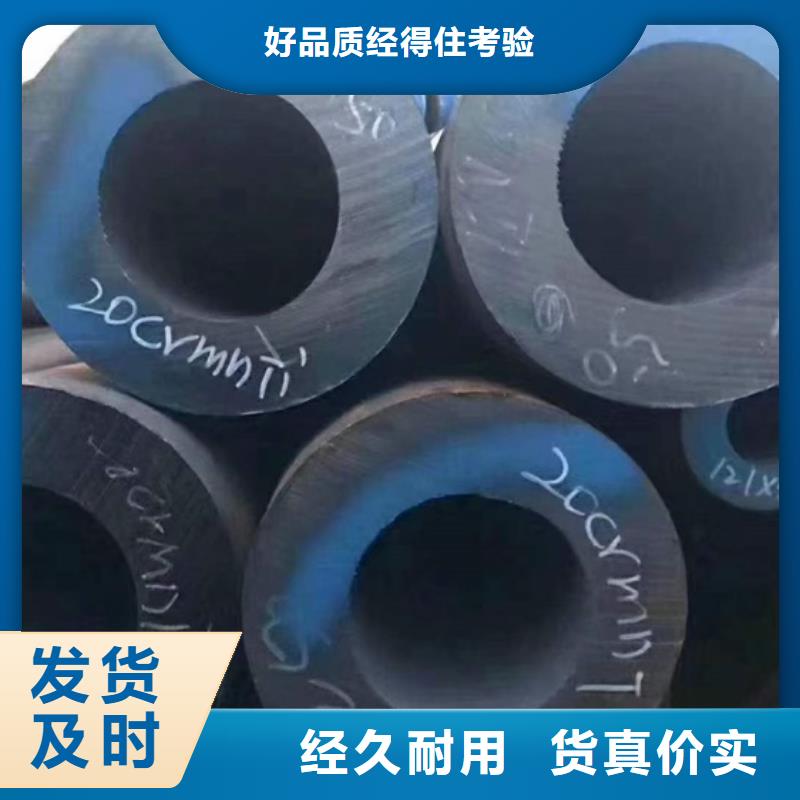
#厚壁無縫鋼管生產的生產制造工藝可分為冷拔、冷軋、熱軋、熱擴四種基本方式,鋼管的材質為10#、20#、35#、45#稱為 普通鋼管,按照用途分為結構用無縫鋼管;輸送用無縫鋼管;鍋爐用無縫鋼管;鍋爐用高壓廣東無縫鋼管;化肥設備用高壓廣東無縫鋼管;地質磚探用無縫鋼管;石油磚探用無縫鋼管;石油裂化用廣東無縫鋼管;船舶用廣東無縫鋼管;冷拔冷軋精密無縫鋼管;各種合金管。無縫鋼管表示方法為外徑,壁厚,厚壁無縫鋼管主要用于機械加工,煤礦,液壓鋼管等多種用途。
