



【全新視界!】滾壓管,絎磨管追求細節品質產品視頻,帶你領略產品新風尚!
以下是:滾壓管,絎磨管追求細節品質的圖文介紹


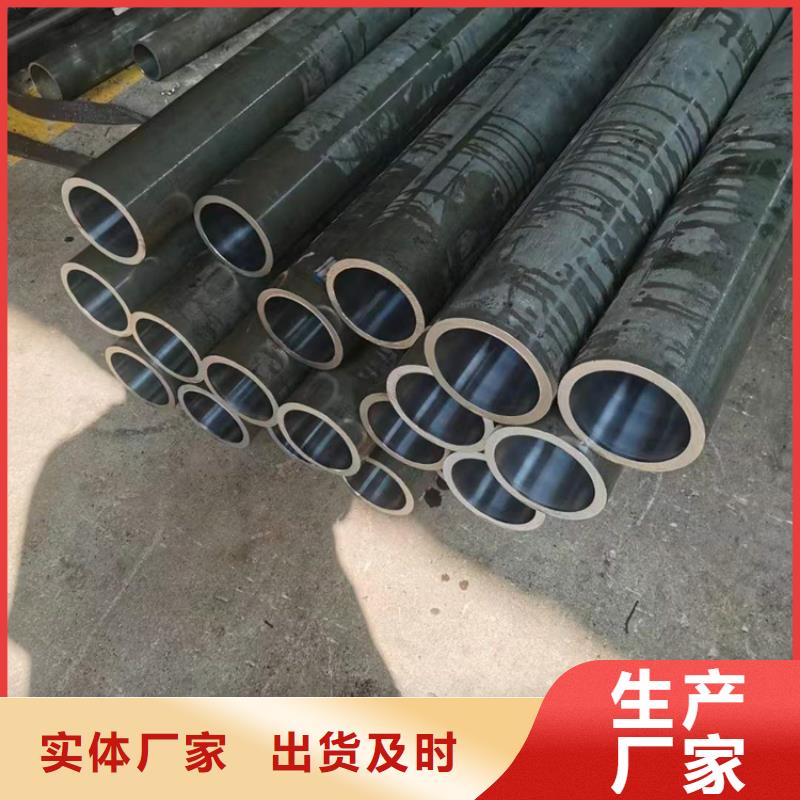
華爾網珩磨管油缸管絎磨管在標準中為DIN2391-1 。液壓鋼管的原材料經過精拔、無氧化光亮熱處理(NBK狀態)、無損檢測、鋼管內孔經過高壓沖洗、酸洗,鋼管內外壁用防銹油防銹處理、兩端封蓋用作防塵處理。 生產出來鋼管具有精密度高、光潔度好,鋼管內外壁無氧化層,鋼管可以承受液體流通過的高壓,且鋼管冷彎不變形,可擴口、壓扁無裂痕。機械性能可以在任何一個角度下彎曲不變形。主要用作液壓系統油路中配制鋼管,也叫液壓系統中的硬配管,汽車用精密鋼管,規格一般為外徑(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。長度為定尺6米(訂做除外),交貨狀態為NBK(正火)、GBK(退火)、BKS(去應力退火)。采用主要材料為ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可滿足對鋼管要求精密度高、光潔度高、抗拉強度、機械性能高的客戶。滾壓管



本廠銷售 山東萊蕪液壓油缸管,產品質量保證,本著“專業專注、服務”的態度,我們堅信“誠信”才是生存的大道。“小勝憑智,大勝靠德”,歡迎新老客戶來電咨詢。 安達液壓機械有限公司期待以優質的產品和服務,與您共創美好未來。


華爾網珩磨管油缸管絎磨管滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
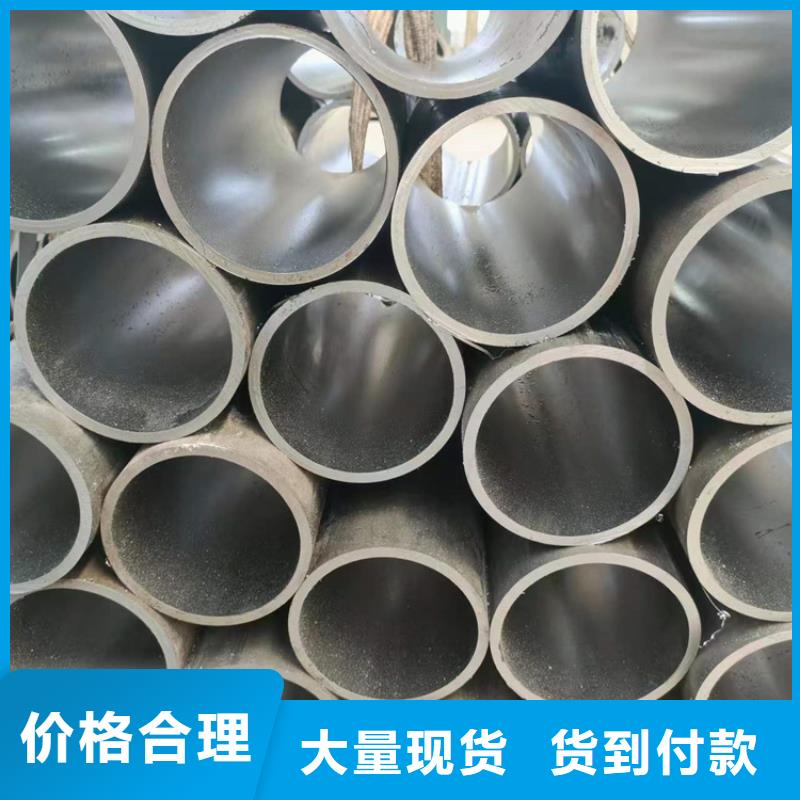
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應力層,提高疲勞強度提高30%。
5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
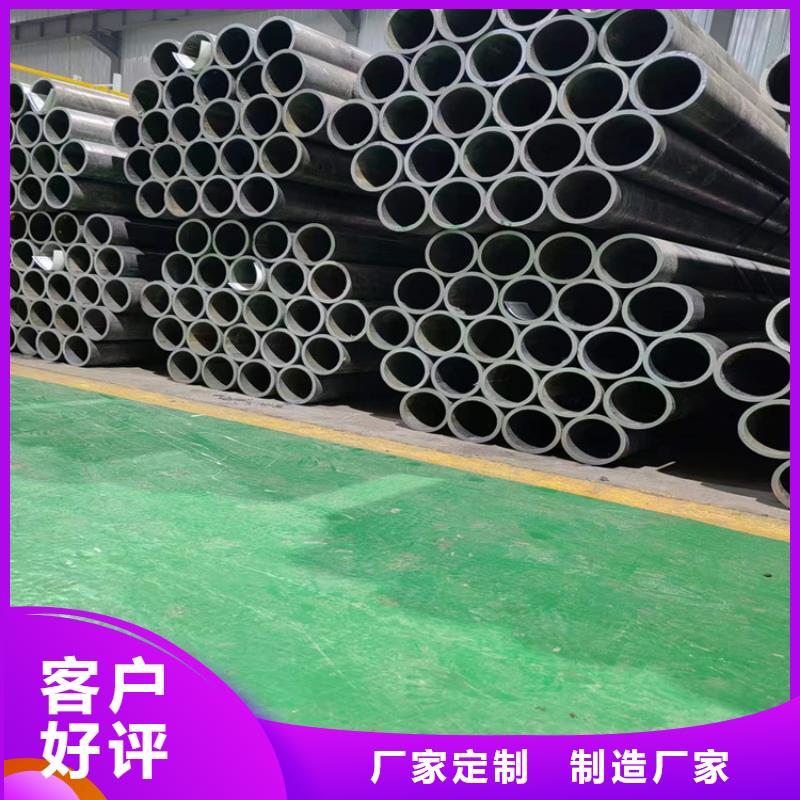
1、無縫鋼管主要特點是無焊接縫,可承受較大的壓力。產品可以是很粗糙的鑄態或冷撥件。
2、絎磨管是近幾年出現的產品,主要是內孔、外壁尺寸有嚴格的公差及粗糙度。滾壓管



華爾網珩磨管油缸管絎磨管珩磨管淬火冷卻的影響在珩磨管淬火冷卻時,在兩個溫度范圍內必須注意控制冷卻速度。其中一個區域是為了完全珩磨管淬火硬化而需要快冷的臨界區域,為了使零件淬硬,在臨界區應當急冷。另一個區域是容易產生珩磨管淬火裂紋的低溫區,在MS點溫度以下,在這個溫度區間發生奧氏體向馬氏體的轉變,體積膨脹,產生第二類畸變、第二類應力及宏觀熱處理應力,可能導致珩磨管淬火裂紋,因此稱危險區。在危險區應當盡量慢冷,以緩和珩磨管淬火內應力。珩磨管淬火臨界區和危險區示意圖 珩磨管淬火后加工處理零部件珩磨管淬火后多進行加工處理。按加工處理的性質可分為熱加工、機械加工和化學加工三類,以及它們的綜合應用。淬后加工處理導致形成裂紋的過程是一個珩磨管淬火宏觀、微觀內應力和顯微裂紋與淬后加工過程中出現的負荷應力或內應力之間發生相互作用的過程。滾壓管



