




本頁面提供的是涌華金屬科技有限公司的 山東泰安堆焊耐磨板產品說明,歡迎需要 山東泰安堆焊耐磨板的商家進行咨詢、采購;


堆焊耐磨板打磨技術要點有哪些?
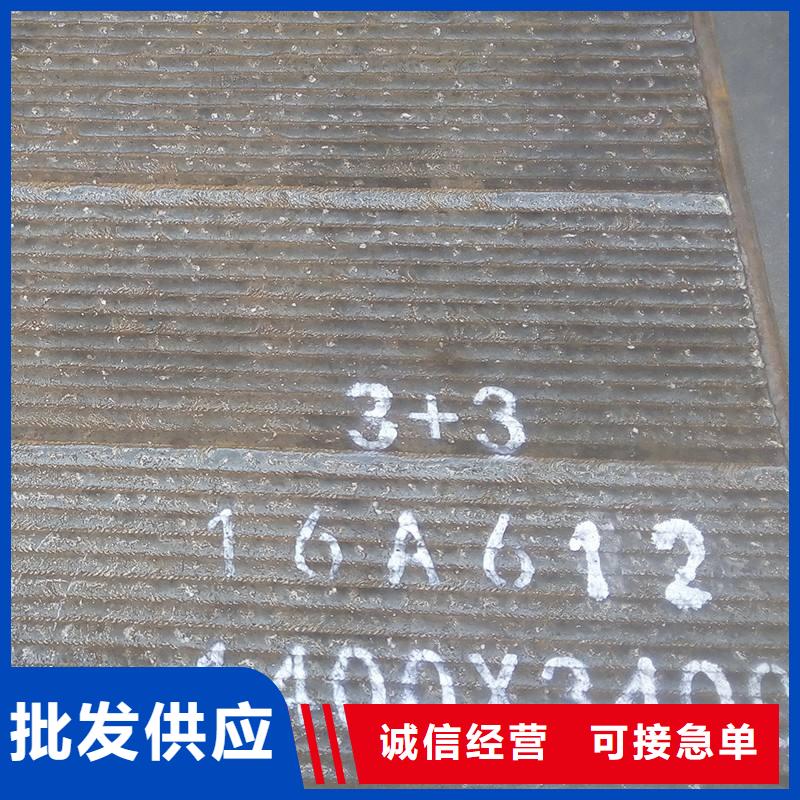
1、基礎,對堆焊耐磨板進行目測檢驗,如焊縫是否有漏焊,焊穿,焊點深淺不均勻,偏離接縫太遠,局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴重變形等在本工序無法補救的缺陷,如果有上述缺陷應返回上道工序修整。如果無上述缺陷,進入打磨工序。
2、粗磨,用砂帶在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊點,以及在上步工序出現的碰傷,達到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷,經此步工序后堆焊耐磨板的粗糙度應能達到R0.8mm。
3、半精磨,用砂帶按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是對前面工序出現的接縫進行修正以及對粗磨后產生的印痕進行進一步的細磨,對前面工序留下的印痕要反復磨削,達到工件表面無劃痕,基本變亮。本工序表面粗糙度應能達到R0.4mm。
4、精磨,用砂帶主要是對前步工序出現的細小紋線的修正磨削,磨削方法與上同。本工序要達到的目標是磨削部分與堆焊耐磨板未磨削部分的接縫基本消失,工件表面進一步光亮,通過本工序磨削后的堆焊耐磨板要基本接近鏡面效果,工件表面粗糙度應能達到R0.1mm。

涌華金屬科技有限公司



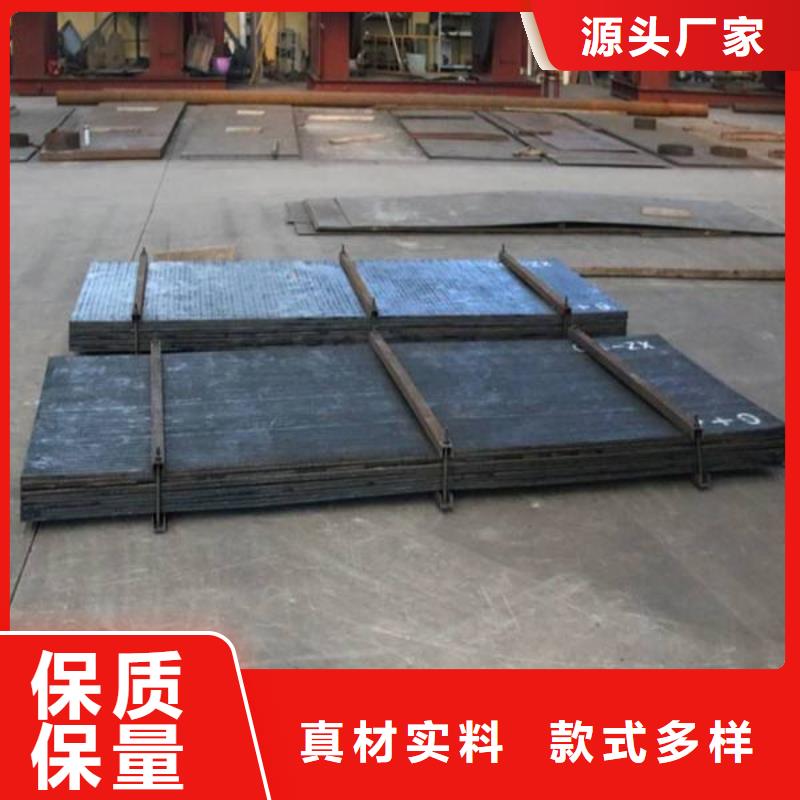
堆焊耐磨板空間結構
之后對雙拱結構的參數及形狀進行了優化,包括布置榀數、雙拱的線型及雙拱的厚跨比等,考慮荷載、端跨比、跨度及弦桿等因素的影響。同時根據優化的結果,制定了可查詢的設計表格,給設計人員提供了初步設計的依據。進一步將堆焊耐磨板雙拱結構引入到平板閘門與人字閘門的設計中,并對應用時的參數進行了分析。鋼管結構由于其獨特的優越性能被廣泛應用于空間結構中。
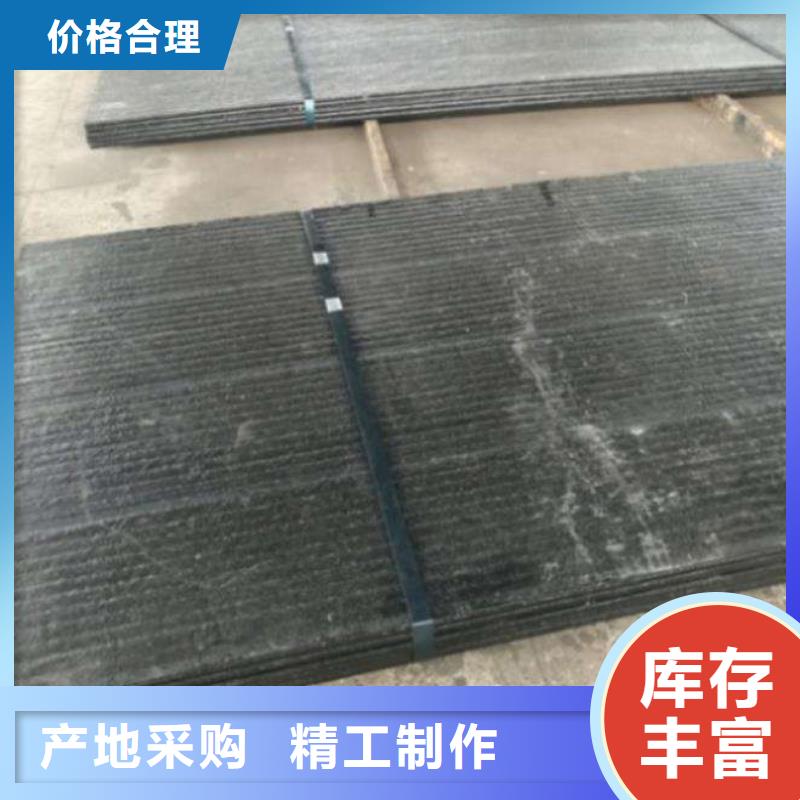
隨著多維數控切割技術和鋼管結構專用設計軟件的發展,鋼管構件之間的連接越來越多地采用相貫節點型式。堆焊耐磨板在空間結構中的應用越發廣泛。相貫節點在荷載作用下,支管與主管的相貫連接面發生局部變形,從而引起相對位移和轉動,無論在彈性或彈塑性階段都表現出不同于鉸接也不同于剛接的特性,這種節點的半剛特性對雙金屬耐磨板結構的受力、變形及整體穩定性都有顯著的影響。

