您的位置>首頁 >石家莊本地產品動態 >
數控鋼筋籠成型機制造廠家
更新時間: 2025-06-30 09:19:31 ip歸屬地:石家莊,天氣:雷陣雨轉中雨,溫度:23-30 瀏覽次數:5
以下是:河北省石家莊市數控鋼筋籠成型機制造廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 28500/臺 |
|---|
| 發貨期限 | 24h |
|---|
| 供貨總量 | 88 |
|---|
| 運費說明 | 面議 |
|---|
| 品牌 | 建貿 |
|---|
| 產地 | 河南長葛 |
|---|
| 是否定制 | 是 |
|---|
| 規格 | 3000 |
|---|
| 范圍 | 數控鋼筋籠成型機供應范圍覆蓋河北省 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 長安區、橋東區、橋西區、井陘礦區、裕華區、井陘縣、正定縣、欒城縣、行唐縣、靈壽縣、高邑縣、深澤縣、贊皇縣、無極縣、平山縣、元氏縣、趙縣、辛集市、藁城區、晉州市、新樂市、鹿泉區等區域。 |
|---|
以下是:河北省石家莊市數控鋼筋籠成型機制造廠家的圖文視頻
導讀 【建貿】業務覆蓋多領域場景,主營唐山數控鋼筋彎曲中心、秦皇島小導管尖頭機、保定小導管尖頭機、承德鋼筋籠繞筋機、滄州注漿泵、衡水數控鋼筋彎曲中心、新樂鋼筋籠繞筋機、鹿泉鋼筋籠繞筋機等產品服務。數控鋼筋籠成型機制造廠家,建貿數控鋼筋籠滾焊機廠家(石家莊市分公司)brjx1165-42為您提供數控鋼筋籠成型機制造廠家,供應服務范圍覆蓋河北省 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 長安區、橋東區、橋西區、井陘礦區、裕華區、井陘縣、正定縣、欒城縣、行唐縣、靈壽縣、高邑縣、深澤縣、贊皇縣、無極縣、平山縣、元氏縣、趙縣、辛集市、藁城區、晉州市、新樂市、鹿泉區,聯系人:趙通,電話:【13080162012】、【13080162012】。 河北省,石家莊市 石家莊市地處河北省中南部、環渤海灣經濟區,首都北京市西南方向,介于北緯37°27′~38°47′、東經113°30′~115°20′之間,跨華北平原和太行山地兩大地貌。是中部戰區陸軍駐地,國務院批準實行沿海開放政策和金融對外開放城市,是全國重要的商品集散地和北方重要的大商埠、全國性商貿會展中心城市之一、中國國際數字經濟博覽會舉辦地、中國(河北)自由貿易試驗區組成部分。
想知道數控鋼筋籠成型機制造廠家產品在實際使用中的表現嗎?我們的現場實拍視頻將為您展示產品的實際應用場景,讓您親身感受其優點和特點。
以下是:河北石家莊數控鋼筋籠成型機制造廠家的圖文介紹
注漿泵的詳細介紹
源頭工廠 當地貨源

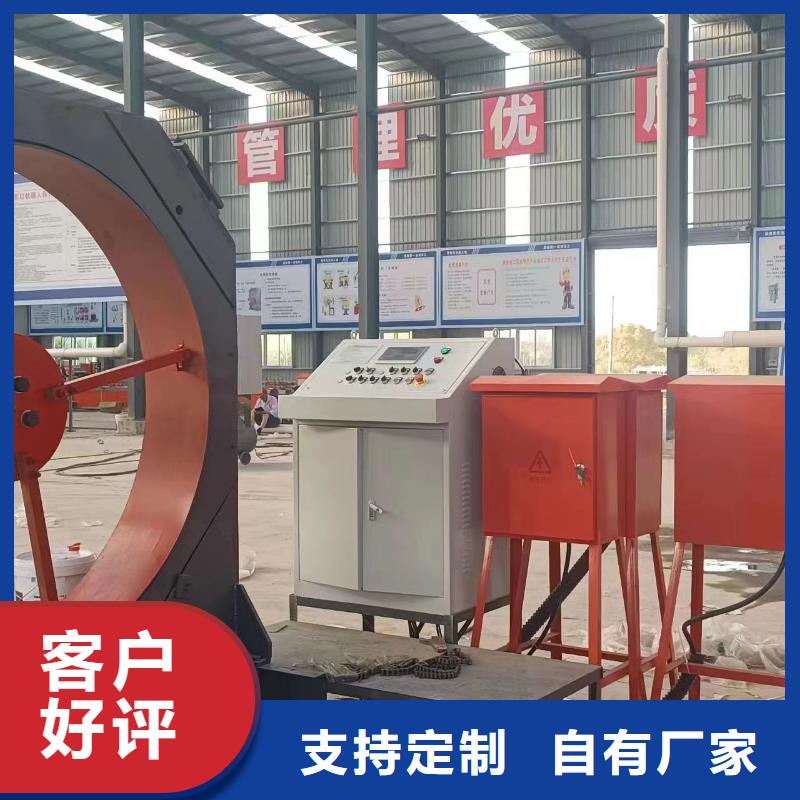
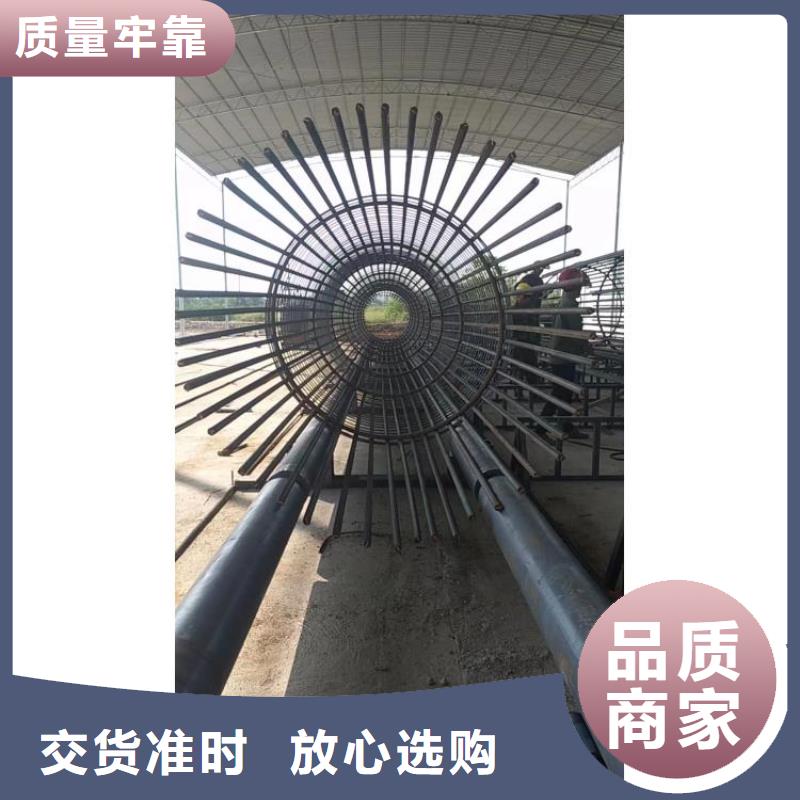
鋼筋籠全長9米時一般用兩根過渡箍,纏繞筋起點位置為前端,在前端外套入一個過渡箍,避免在纏繞區內。末端在鋼筋籠尾部膠輥靠前面位置套入一個過渡箍,當纏繞筋工作到附近時,用手掌推動過渡箍向后移動,(注意:不能用手抓過渡箍,此時過渡箍是旋轉狀態,容易對人造成傷害。)直止過渡箍退出鋼筋籠。前端過渡箍也可如此。河北石家莊鋼筋籠繞筋機12米以上,或者單節鋼筋籠較重時,骨架中間加焊1、河北石家莊當地2圈纏繞筋替代第三個過渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個過渡箍的中間一個箍應置放在中間靠后面的地方,借以減少沖擊振動。退出輥輪并過渡到后面輥輪的方法--將過渡箍向后面推壓,讓過渡箍順膠輥旋轉到上面直到全部退出。準備臺架;若采用骨架直接滾進輥輪內檔(小型鋼筋籠),骨架制作臺架高度與設備同高。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、河北石家莊當地箍筋,低速轉動膠輥,抬二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。
產品細節

注漿泵產品生產注重細節,精心選擇原材料,精湛的注漿泵生產流程

注漿泵每道工序把關到位,多年注漿泵行業經驗生產效率高

注漿泵源頭廠家,出廠價直接給到客戶,經久耐用,性能穩定
企業介紹
建貿數控鋼筋籠滾焊機廠家(石家莊市分公司)一家專業生產 注漿泵的廠家,我廠始終秉承“以品質為基礎,以服務為宗旨”,力求給廣大客戶提供z u iz u i優質的產品,z u i的服務,自創建以來贏得了客戶的一致好評和業內的高度贊揚。公司擁有專業的設計制作團隊、高標準的精良設備,公司擁有自己的生產廠房,能批量設計生產各種 注漿泵等產品。公司制作材料的應用,技術的開發,質量的檢驗和制作工藝上都有嚴格的標準,每個細節都力求完美精益求精。
總結 在河北省石家莊市采購數控鋼筋籠成型機制造廠家請認準建貿數控鋼筋籠滾焊機廠家(石家莊市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋河北省 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 長安區、橋東區、橋西區、井陘礦區、裕華區、井陘縣、正定縣、欒城縣、行唐縣、靈壽縣、高邑縣、深澤縣、贊皇縣、無極縣、平山縣、元氏縣、趙縣、辛集市、藁城區、晉州市、新樂市、鹿泉區,讓您購買到更加實惠、更加可靠的產品。(聯系人:趙通-【13080162012】)。