




生產(chǎn)線變頻調(diào)速技術(shù)。變頻調(diào)速的目的之一是為了節(jié)能,目的之二是解決超壓?jiǎn)栴}。恒壓變流量給水設(shè)備就具有以下兩個(gè)特點(diǎn),但在設(shè)置切線泵后由于其揚(yáng)程數(shù)值基本不變,因此無(wú)須對(duì)水泵機(jī)組采用變頻調(diào)速技術(shù)。(3)自檢運(yùn)行。消防泵自檢運(yùn)行目的在于防止消防泵因長(zhǎng)期不運(yùn)轉(zhuǎn),再由于材質(zhì)不佳、結(jié)構(gòu)不合理而造成需消防泵投入運(yùn)行時(shí),水泵因銹蝕而咬住致使不能啟動(dòng)。切線泵在材質(zhì)、結(jié)構(gòu)等方面均作了周全考慮,因此切線泵用于消防用泵可以省去自檢運(yùn)行要求。(4)管道和連接技術(shù)。切線泵的應(yīng)用不涉及管道和管道連接技術(shù),之所以在這里提出這一問(wèn)題,是在于消防管道連接方式正在發(fā)生變化。自動(dòng)噴水滅火系統(tǒng)的消防給水管道需采用鍍鋅鋼管或鍍鋅無(wú)縫鋼管,接口方式采用螺紋、法蘭或焊接。螺紋只限于小口徑管道,法蘭又占用較大空間,焊接會(huì)破壞鍍鋅層,導(dǎo)致管道銹蝕和噴頭的噴口堵塞。卡箍式連接又名溝漕式管接頭,由卡箍、墊圈和緊固件組成。卡箍材質(zhì)為球墨鑄鐵,墊圈采用橡膠,安裝時(shí)先用滾槽機(jī)械在管子端口分別滾上溝槽,然后套上密封用墊圈,再將卡箍卡上溝槽,擰緊螺栓、螺母等緊固件即可。卡箍式管接頭按接頭要求,可分為剛性接頭、撓性接頭、法蘭片接頭3種。剛性接頭采用斜角對(duì)鎖設(shè)計(jì),可以在一定范圍內(nèi)繼續(xù)增大對(duì)墊圈的壓下量,確保密封性能,用于一般管路;撓性接頭采用平口設(shè)計(jì),適用于需緩解噪聲和震動(dòng)的管路和有線性延伸的管路,墊圈斷面為C型。當(dāng)卡箍鎖緊時(shí),墊圈受到卡箍的壓緊,起密封作用。
建貿(mào)機(jī)械數(shù)控鋼筋鋸切套絲生產(chǎn)線主要設(shè)備特點(diǎn):A 整體技術(shù)采用國(guó)際技術(shù),具有國(guó)際先進(jìn)水平,國(guó)內(nèi);B. 原料存儲(chǔ)架采用大噸位存儲(chǔ),為了提率可在上一個(gè)循環(huán)尚未結(jié)束時(shí)即可進(jìn)行下一步配料,以節(jié)省循環(huán)周期;C. 縮徑動(dòng)力采用大功率、液壓系統(tǒng)完成各步工序;D. 鋼筋的輸送、翻轉(zhuǎn)、傳遞等全部由機(jī)械完成,大幅度了效率;E. 滾絲主機(jī)選用國(guó)內(nèi)進(jìn)主機(jī)頭,采用先進(jìn)工藝完成鋼筋的輸送、翻轉(zhuǎn)、、傳遞等功能,***終自動(dòng)滾絲成型;F. 鋼筋輸送滾采用 V 型耐磨輥進(jìn)行,達(dá)到了耐磨、減噪音、壽命長(zhǎng)等特點(diǎn);G. 縮徑、滾絲主機(jī)頭實(shí)現(xiàn)了自動(dòng)、送進(jìn)、縮徑、滾絲等;H. 適用范圍廣,適用于直徑 16~50mm、鋼筋強(qiáng)度 HRB335、HRB等材料;
多功能鋼筋剪切套絲生產(chǎn)線廠家、報(bào)價(jià)") <濮陽(yáng)>建貿(mào)機(jī)械設(shè)備有限公司
<濮陽(yáng)>建貿(mào)機(jī)械設(shè)備有限公司
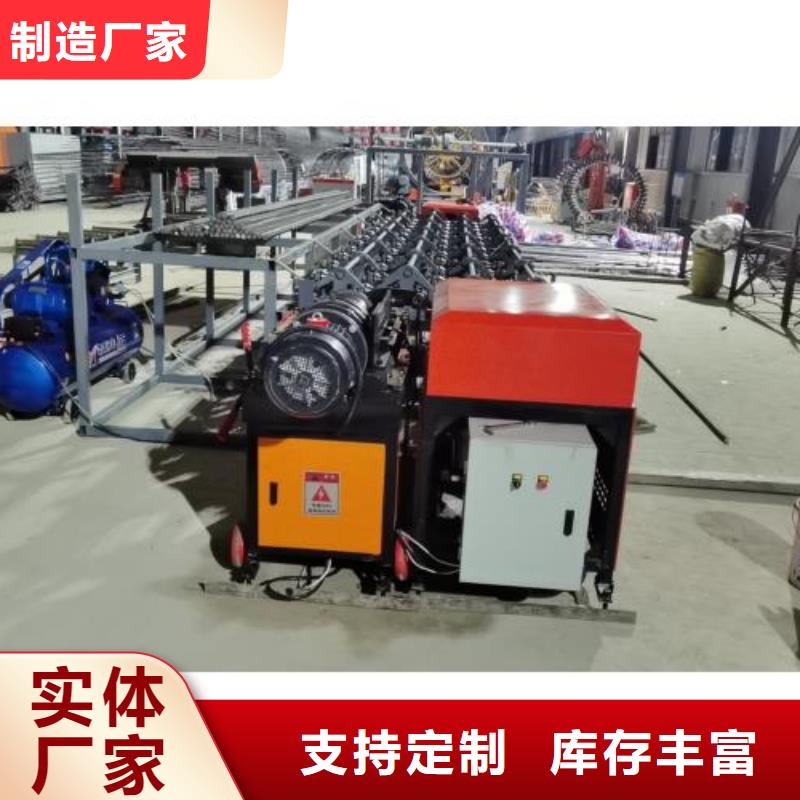
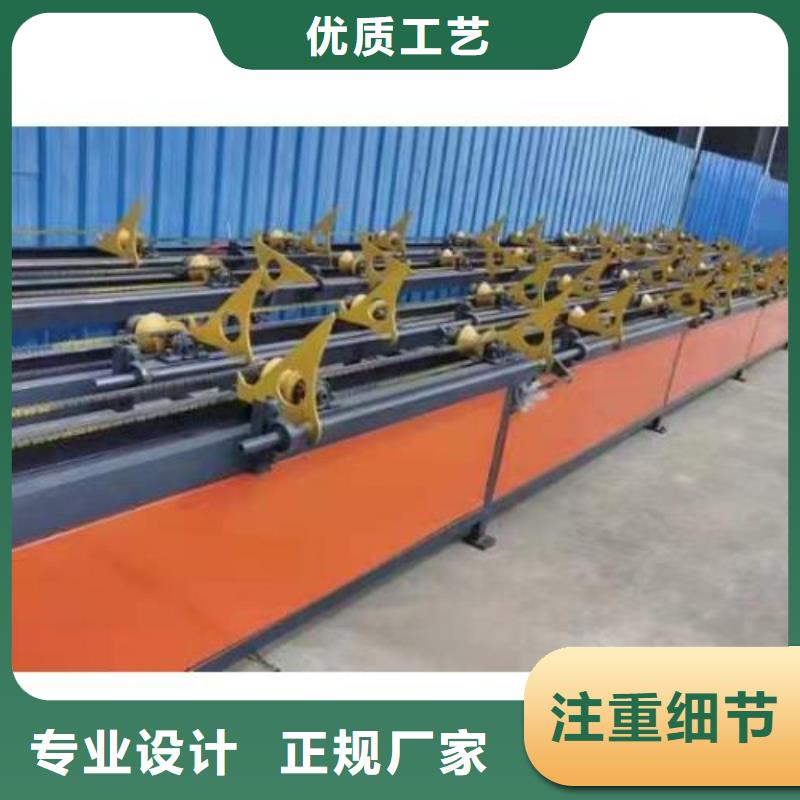
建貿(mào)機(jī)械數(shù)控鋼筋鋸切套絲生產(chǎn)線介紹:JM-SLW-500型全自動(dòng)數(shù)控鋼筋鋸切套絲生產(chǎn)線:本設(shè)備是我公司針對(duì)國(guó)內(nèi)螺紋鋼筋的套絲連接,整體結(jié)合國(guó)際領(lǐng)先技術(shù),自主研發(fā)的集電氣、液壓、氣動(dòng)為一體全自動(dòng)化科技產(chǎn)品,具有國(guó)際先進(jìn)水平,國(guó)內(nèi)領(lǐng)先。可自動(dòng)完成鋼筋直徑12~50mm,強(qiáng)度HRB335、HRB400、HRB500的鋸切套絲,具有切削效率高、高標(biāo)準(zhǔn)縮徑滾絲、節(jié)能省料、操作簡(jiǎn)單等特點(diǎn)。本產(chǎn)品原料存儲(chǔ)架采用大噸位存儲(chǔ),并可與棒材自動(dòng)上料機(jī)配合使用,實(shí)現(xiàn)上一個(gè)循環(huán)尚未結(jié)束時(shí)即可 進(jìn)行下一步配料,以節(jié)省循環(huán)周期;全自動(dòng)送料輥道,避免原料的二次搬運(yùn);鋼筋的輸送、翻轉(zhuǎn)、傳遞等全部由機(jī)械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥進(jìn)行,達(dá)到了耐磨、減噪音、壽命長(zhǎng)等特點(diǎn);縮徑、滾絲主機(jī)頭實(shí)現(xiàn)了自動(dòng)卸料、送進(jìn)、縮徑、滾絲等功效。該設(shè)備可以根據(jù)現(xiàn)場(chǎng)實(shí)際情況和業(yè)主監(jiān)理要求增加鐓粗、打磨或儲(chǔ)備料倉(cāng)等設(shè)備無(wú)縫對(duì)接,實(shí)現(xiàn)全自動(dòng)流程,無(wú)需人工干預(yù)。數(shù)控鋼筋鋸切套絲生產(chǎn)線原理:數(shù)控鋼筋鋸切生產(chǎn)線采用自動(dòng)輸送平臺(tái),采用160MM的無(wú)縫管,輸送輪數(shù)量也有所增多,輸送輪加粗加大,接觸面更大,輸送力更強(qiáng),輸送速度快一倍,大大提高了工作效率,其他家是110MM的有縫管.定尺板和下料板一體的,加厚到20MM,力度強(qiáng),更穩(wěn)固,定尺精度高,下料更快,其他家只有16MM,采用的是45號(hào)鋼,抗沖擊強(qiáng)。
多功能鋼筋剪切套絲生產(chǎn)線廠家、報(bào)價(jià)") 濮陽(yáng)多功能鋼筋剪切套絲生產(chǎn)線廠家、報(bào)價(jià)
<濮陽(yáng)>建貿(mào)機(jī)械設(shè)備有限公司
濮陽(yáng)多功能鋼筋剪切套絲生產(chǎn)線廠家、報(bào)價(jià)
<濮陽(yáng)>建貿(mào)機(jī)械設(shè)備有限公司
建貿(mào)機(jī)械數(shù)控鋼筋鋸切套絲生產(chǎn)線介紹:1、該數(shù)控鋼筋鋸切套絲生產(chǎn)線是引進(jìn)歐洲設(shè)計(jì)理念,經(jīng)建貿(mào)機(jī)械消化吸收并結(jié)合國(guó)內(nèi)鋼筋套筒連接技術(shù)實(shí)際情況而研發(fā)的一種新型率鋼筋鋸切套絲流水線設(shè)備,用于棒材鋼筋的定尺、鋸切、剝肋套絲。2、該數(shù)控鋼筋鋸切套絲生產(chǎn)線是通過(guò)伺服電機(jī)驅(qū)動(dòng)絲杠機(jī)構(gòu)來(lái)調(diào)整剪切刀口與定位擋板之間的距離,定尺精度高,可達(dá)±2mm,可鋸切各種長(zhǎng)度的鋼筋。3、該數(shù)控鋼筋鋸切套絲生產(chǎn)線是采用液壓鋸切方式,體積小、產(chǎn)量高,與一些廠家的機(jī)械沖剪方式相比,具有噪音低,使用壽命長(zhǎng),設(shè)備運(yùn)行穩(wěn)定等特點(diǎn);與此同時(shí)鋼筋采用油缸壓料,壓力大,鋸切時(shí),鋼筋不會(huì)轉(zhuǎn)動(dòng),鋼筋切頭均勻。4、該數(shù)控鋼筋鋸切套絲生產(chǎn)線的鋸切主機(jī)采用國(guó)內(nèi)專(zhuān)用的雙面夾緊鋸床;5、該數(shù)控鋼筋鋸切套絲生產(chǎn)線采用合理的氣動(dòng)系統(tǒng)設(shè)計(jì)理念,主氣管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應(yīng)控制氣缸的下方,響應(yīng)速度快,方便后期維護(hù)。6、該數(shù)控鋼筋鋸切套絲生產(chǎn)線的套絲機(jī)構(gòu)有兩級(jí)鏈條式儲(chǔ)料平臺(tái)和兩套鋼筋橫向輸送軌道。能夠?qū)崿F(xiàn)整個(gè)加工過(guò)程不需要人工干預(yù),降低工人的勞動(dòng)強(qiáng)度,提高設(shè)備的自動(dòng)化程度。7、該數(shù)控鋼筋鋸切套絲生產(chǎn)線的套絲機(jī)采用國(guó)內(nèi)型鋼筋剝肋套絲機(jī)。該套絲機(jī)加、緊套絲機(jī)頭前進(jìn)與后退自動(dòng)完成。大大降低工人的勞動(dòng)強(qiáng)度,提高設(shè)備的自動(dòng)化程度。8、該數(shù)控鋼筋鋸切套絲生產(chǎn)線的電控系統(tǒng)采用PLC控制,可設(shè)置鋼筋數(shù)量、規(guī)格等,具備記憶、存儲(chǔ)功能。
多功能鋼筋剪切套絲生產(chǎn)線廠家、報(bào)價(jià)") jmc
jmc