



湖南湘西市20號絎磨管 <湘西>九冶管業有限公司
如何給珩磨管設置定壓1、脫落切削階段,這種定壓珩磨,開始時由于孔壁粗糙,油石與孔壁接觸面積小,接觸壓力大,孔壁的凸出部分快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率降低。同時切下的切屑小而細,這些切屑對粘結劑的磨耗也小。因此,油石磨粒脫落少,此時磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續珩磨時油石和孔表面的接觸面積越來越大,細的切屑堆積于油石與孔壁之間不易排除,造成油石堵塞,變得光滑。因此油石切削能力低,相當于拋光。若繼續珩磨,油石堵塞嚴重而產生粘結性堵塞時,油石完全失去切削能力并嚴重發熱,孔的精度和表面粗糙度均會受到影響。此時應盡快結束珩磨。


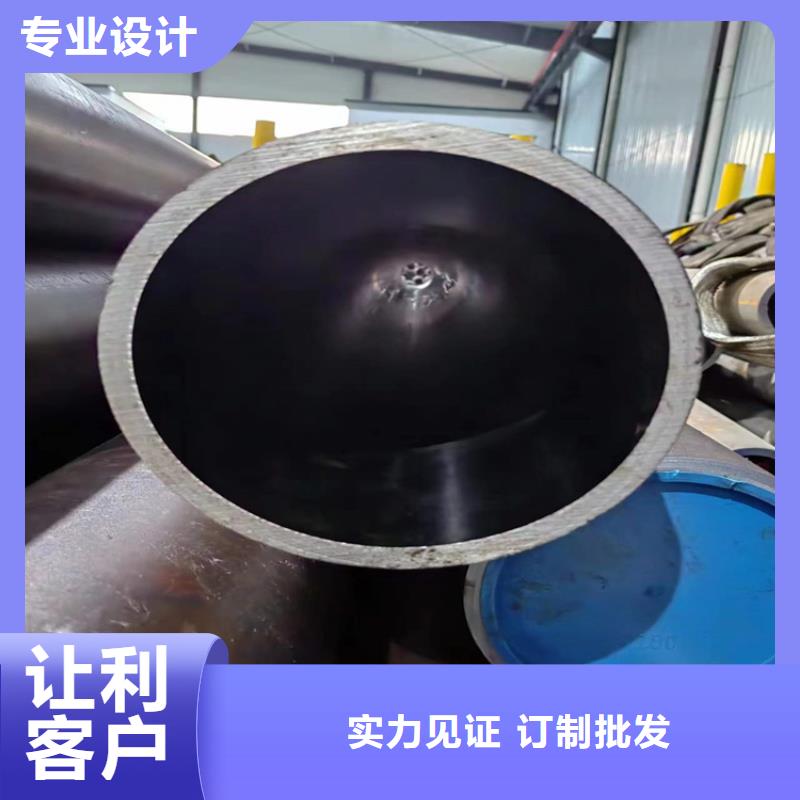
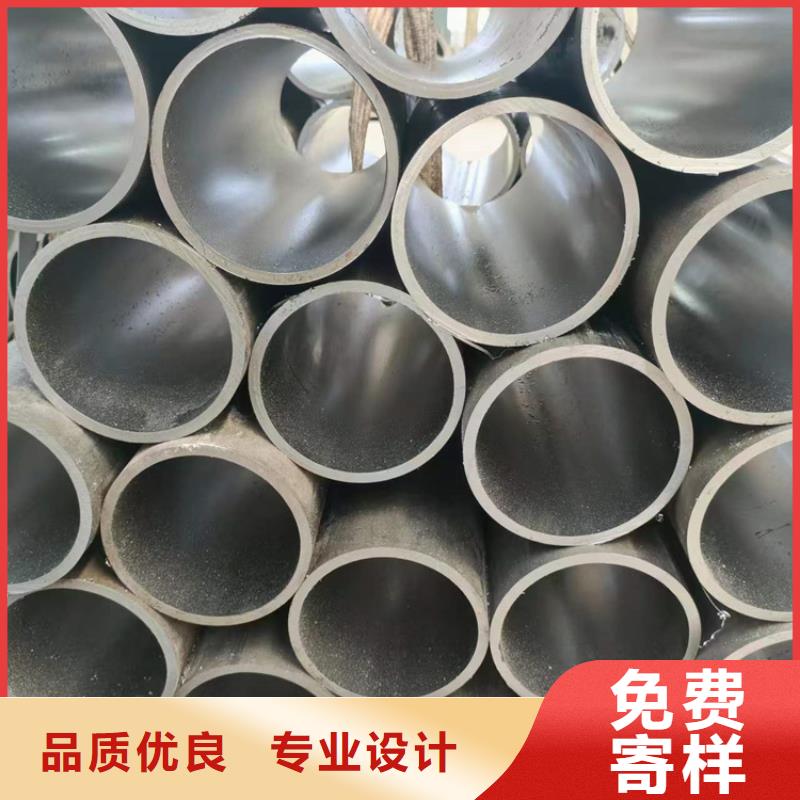
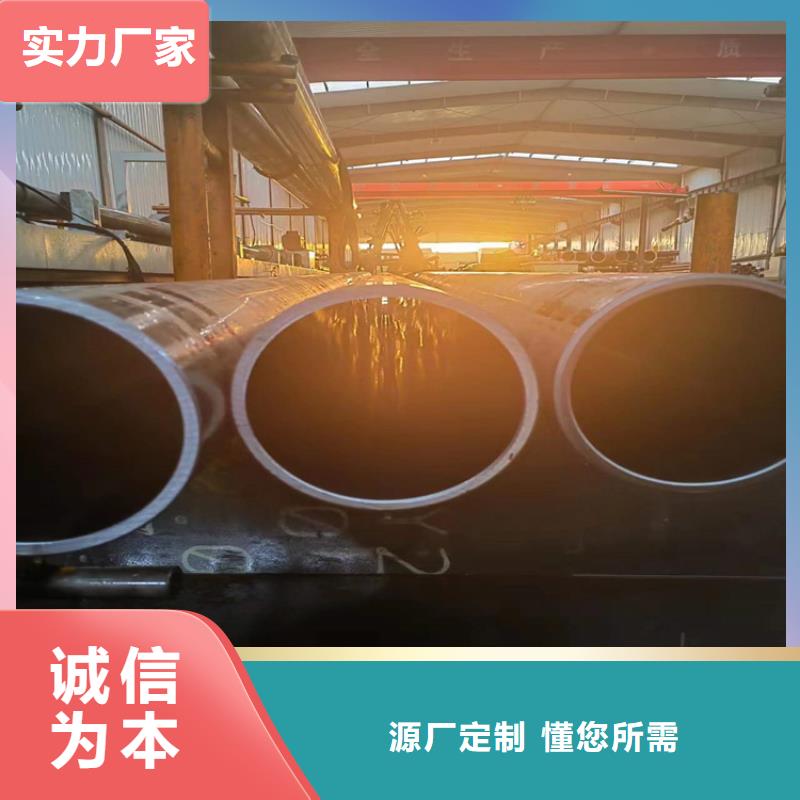
了解珩磨管的屬性范圍珩磨管其是指經過珩磨加工的管子,可以稱其為珩磨管,而這里的管子,主要是指無縫鋼管。因此,珩磨是一種加工工藝,通過這一工藝,使得管子內孔達到預期想要的公差尺寸,以及表面粗糙度等,并使其在公差范圍內。珩磨管的加工工藝是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工藝,不一定是珩磨,也可以是滾壓等其它工藝。珩磨管的內孔粗糙度,是可以做到小于0.63nm的,而直線標準度,則可以做到小于0.3mm/m。因此,其在尺寸準確度上,是可以有較高水平的。因此,其可以用于一些要求較高的場合中。而它的珩磨,是要用到珩磨機的,珩磨機上的珩磨頭,一般來講,是進行軸向直線往復運動。
<湘西>九冶管業有限公司 湖南湘西市20號絎磨管 <湘西>九冶管業有限公司珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比較普遍的,其中比較常用的一種,就是珩磨齒輪,所以下面,就來簡單說明一下。珩磨齒輪,其是由基體加上磨料來構成的。使用它進行珩磨,主要是為了去除材料表面的雜質及毛刺等,從而來提高表面光潔度。不過,我們在使用這一種珩磨工具時,也是需要注意一些事項的,其主要是有:(1)對于設備的大行程,應不超過珩磨時的大寬度,否則的話,那么就有可能會嚴重損壞珩磨齒輪。(2)在珩磨量的控制上,應將其數值控制在合理且合適的范圍內。而且對于珩磨時間的控制,也是同樣要求,建議是兩分鐘左右。(3)珩磨齒輪的材質,由于比較脆,所以是嚴禁撞擊和敲打的,以免使其損壞而不能使用了。

