




焊接Q345B無縫鋼管時要注意哪些地方呢?下面本公司給您們講解一下!
1、對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
2、為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
3、干伸長度,一般的焊接電流為250A以下時約5mm,250A以上時約20-25mm較為合適。
4、采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松。
5、電弧長度,不銹鋼異型管的MIG焊接,一般都在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
6、異型管MIG焊接容易受到風的影響,有時風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
7、鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過5mm。
8、為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角填充焊絲與異型管表面夾角應盡可能地小,一般為0°左右。
9、直流時采用正極性一般適合于6mm以下的異型管焊接,具有焊縫成型美觀,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50-50A時,氬氣流量為8-0L/min,當電流為50-250A時,氬氣流量為2-5L/min。


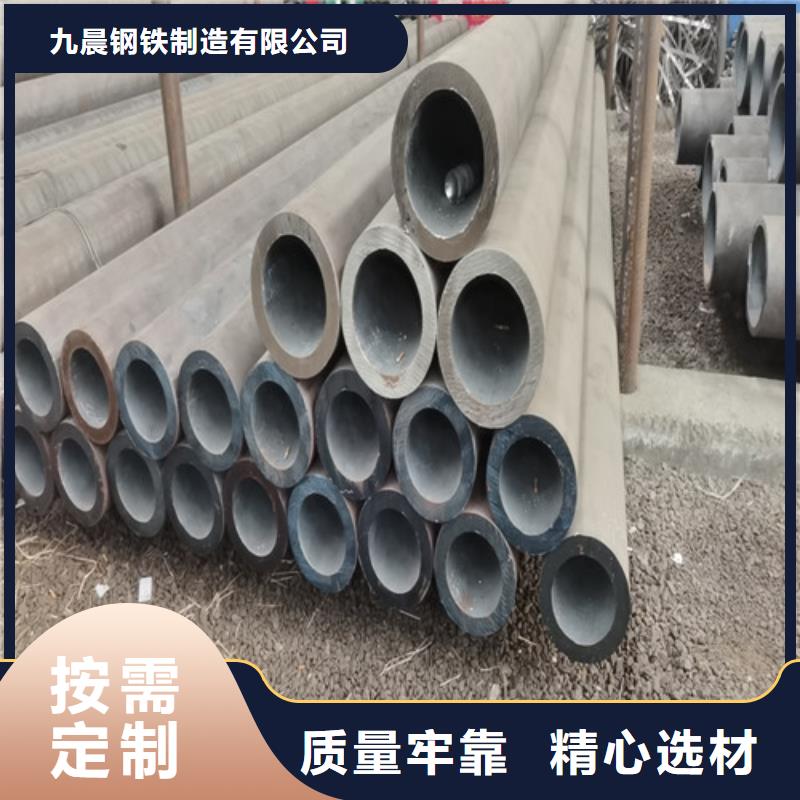
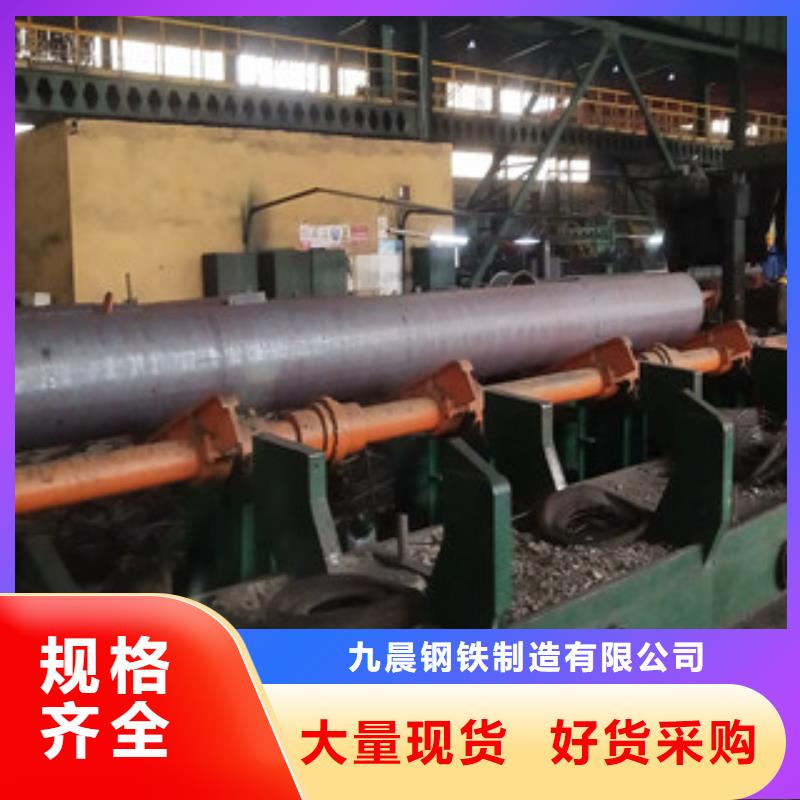
香港定做厚壁無縫鋼管的生產廠家

<香港>九晨鋼鐵制造有限公司擁有香港無縫鋼管研發、生產、營銷、質檢、物流倉儲等完整的管理體系。立足于國內市場,以的品質和服務為廣大用戶提供值得信賴的香港無縫鋼管產品。 香港無縫鋼管產品不斷創新,及時滿足市場需求。公司在合肥、上海和深圳建立了三個香港無縫鋼管生產基地,組建了遍及全國的銷售服務網絡。 專業成就品質,科技引領未來。公司本著“品質優異、客戶至上、誠實守信、和諧發展”的經營理念,愿與海內外客戶精誠合作,共贏發展。

