
為了讓您更地了解我們的球墨鑄鐵管六防球墨鑄鐵井蓋誠信可靠產品,只需花費一分鐘時間,您就能發現更多令人心動的細節和優勢,為您的購物體驗增添更多驚喜。
以下是:球墨鑄鐵管六防球墨鑄鐵井蓋誠信可靠的圖文介紹

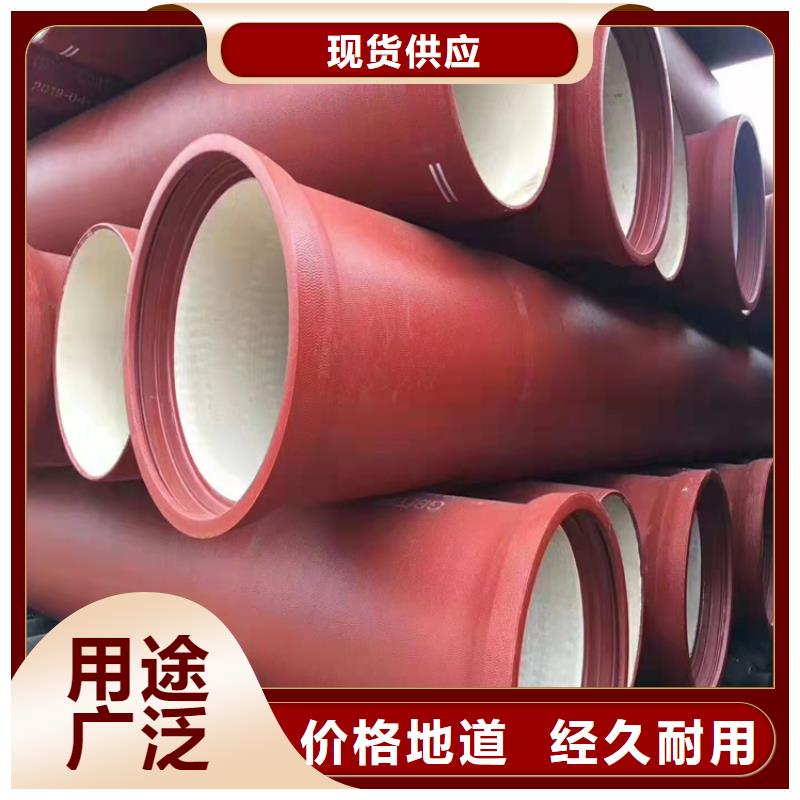
山西臨汾山東博輝鋼鐵有限公司有限公司是集研究、設計、制造和銷售一體的現代化民營企業。公司生產的匯鑫源離心球墨鑄鐵管,采用的生產設備、工藝可靠,質量穩定。整個生產過程中嚴格按照GB/T13295—2013《水及燃氣管道用球墨鑄鐵管、管件和附件》進行。產品具有衛生、綠色、耐腐蝕、不結垢、施工簡便等優點博輝牌離心球墨鑄鐵管用于生活飲用水配輸水系統。 我公司將秉承“以用戶需求為方向,以用戶滿意為目標”的企業宗旨,大力引進鑄造行業管理和技術人才,嚴格按照ISO9001質量體系認證標準,為打造一個高起點、、高標準的現代化鑄造企業而奮斗! 山西臨汾將插口插入承口中直到與密封圈同軸接觸,正確地校直,使要連接的管子或管件的中軸線相重合。連接管子時,對不同管徑的管子應采用不同的工具,小心地將管子連續插入,如發現插入時阻力過大,應立即停止,將管子拔出,檢查橡膠密封圈位置和承插口,查明原因并妥善處理,再行插入。要求插入的深度再兩條白線中間即可。 將金屬直標尺插入承口內和管壁之間的環形空間直至碰到橡膠密封圈,沿管一周測量深度是否均勻。檢查相互連接在一起的管子是否同軸心,否則應調整溝底可能出現的凹凸不平。 當接口安裝完畢后,可根據管徑調整偏移角,偏移的角度應符合要求。球墨鑄鐵管是鑄鐵管的一種。質量上要求鑄鐵管的球化等級控制為1-3級(球化率》80%),因而材料本身的機械性能得到了較好的改善,具有鐵的本質、鋼的性能。退火后的球墨鑄鐵管,其金相組織為鐵素體加少量珠光體,機械性能良好,防腐性能、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業給水、輸氣,輸油等。


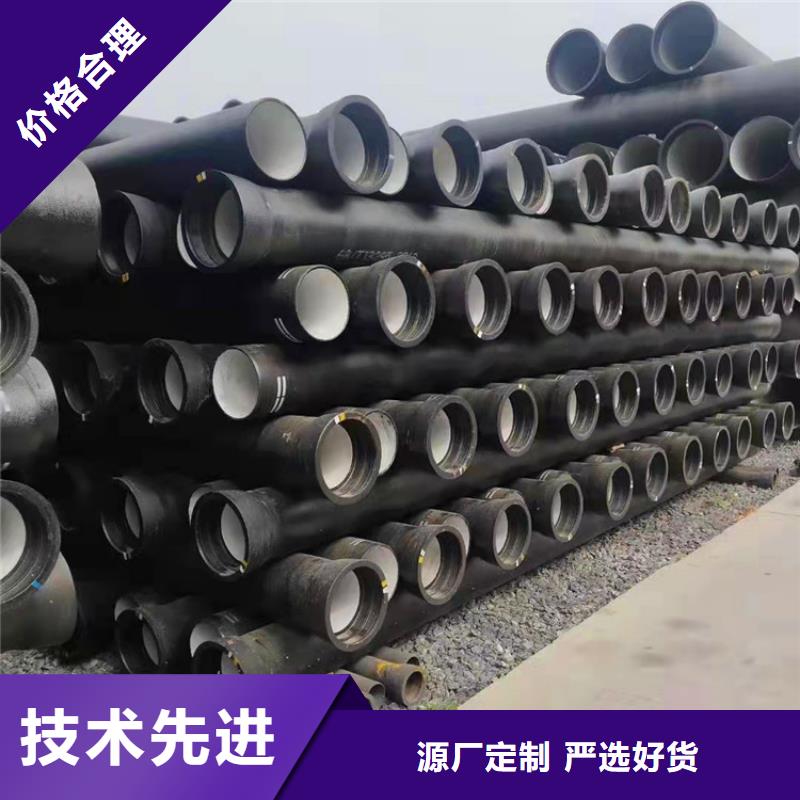
山西臨汾山東博輝球墨鑄鐵管廠采用煉鐵高爐生產的低磷。低硫的優質鑄造鐵水。球墨鑄鐵管是由球墨鑄鐵制成的。除了基本的輸水,供水等用途之外,它還可以用作防腐管。這主要是因為球墨鑄鐵管具有優異的性能,同時也是其使用壽命和壓力的理想選擇。由于其良好的防腐效果,它受到了廣大用戶的青睞。球墨鑄鐵管安裝施工,在球墨鑄鐵管運至施工現場后,待基槽施工完畢后即可進行管道安裝。 施工安裝時采用吊車將鑄鐵管從堆放場地吊至管溝內。吊裝時,鋼絲繩與鑄鐵管接觸處用廢舊橡膠墊隔以保護鑄鐵管和防腐層。終于找到了一種價廉物美可以適用于常規情況下的防腐材料—鋅山西臨汾球墨鑄鐵管的噴鋅層能通過鋅和鐵的電化學作用對管道起到主動的保護作用,形成穩定的保護層,在與土壤的接觸過程中,金屬鋅逐步轉變成緊密的,粘連的,連續的鋅鹽層,外層的瀝青漆涂料(密封毛孔)如同薄膜一樣,使鋅轉變成不可溶解的鋅鹽而不是可溶解的鋅氫氧化物,噴鋅層的一個主要特點是能夠在損傷處自動修補保護層。 投入巨資經過多年對無數種材料的反復試驗球墨鑄鐵管的優缺點為了解決球墨鑄鐵管的腐蝕問題以保持保護層的完整,鋅離子通過密封毛孔(即瀝青漆涂料)遷移到損傷處填補傷口并轉變成穩定的不可溶解的噴化物。還可以用來進行供取自然氣。若是輸送自然氣,它的作用也是很好的,通過它的作用我們可以放心的使用自然氣和水資源了。球墨鑄鐵管用于供水,在一定的程度上保證了我們日常的糊口用水。



博輝鋼鐵有限公司是一家集 山西臨汾球墨鑄鐵管批發、零售、配送于一體的大型 山西臨汾球墨鑄鐵管現貨公司。主要經營 山西臨汾球墨鑄鐵管規格齊全,品種豐富,價格從優,本著“質量為先、誠信為本”的經營宗旨,贏得您的支持和信任,熱情歡迎新老客戶來人來電咨詢。

山西臨汾規范管模使用制度,減少球墨鑄鐵管的氣孔和針孔發生。 針對管模內壁打點偏稀的問題,要求打點工在進行管模維修打點時,降低管模打點機打點桿的進給速度,使打出的麻點稠密、均勻;對于管模內壁打點過淺,要求在進行管模維修打點時,提高風壓(0.7-0.75MPa),磨好打點頭,保證麻點深度適宜。 對于內表面有油脂和雜物的球墨鑄鐵管管模,特別是新使用的管模,使用前,必須管模表面的油脂和雜物。對于有龜裂紋的管模,輕微的,使用時適當增大模粉的加入量;龜裂紋嚴重的,必須及時更換管模。 離心球墨鑄鐵管質量缺陷主要有:重皮、氣孔與針孔、夾渣夾雜、滲漏、水壓打爆等。 重皮、氣孔與針孔和夾渣夾雜質量缺陷總共占百分之七十多,可見上述三種質量缺陷是導致球墨鑄鐵管綜合合格率低的主要原因。 山西臨汾對離心機生產情況進行檢查發現,在使用過的管模中,有些新使用的管模內壁粘附油脂和雜物不到位,有些舊管模存在龜裂紋,內壁打點稀、淺。根據生產工藝的要求,新使用的管模必須干凈內壁的粘附油脂和雜物,管模內壁的打點要均勻、深度不超過0.3至0.5mm。 生產工藝要求鐵水在感應電爐內高溫時間不得超過30分鐘,DN100—1000mm管子的澆注溫度為1380—1500℃。對鐵水質量調查發現,鐵水在感應電爐內高溫時間過長,超過30min,澆注溫度也有時偏高,有時偏低,不符合生產工藝要求。另外,流槽與管模間距離過大、流槽出鐵口彎頭形狀不當、流槽出鐵口距承口位置較遠以及翻包量過大、管模轉速過高也是導致拉管質量缺陷產生的重要原因。

