



滁州鋼筋籠繞籠機、鋼筋籠繞籠機技術參數
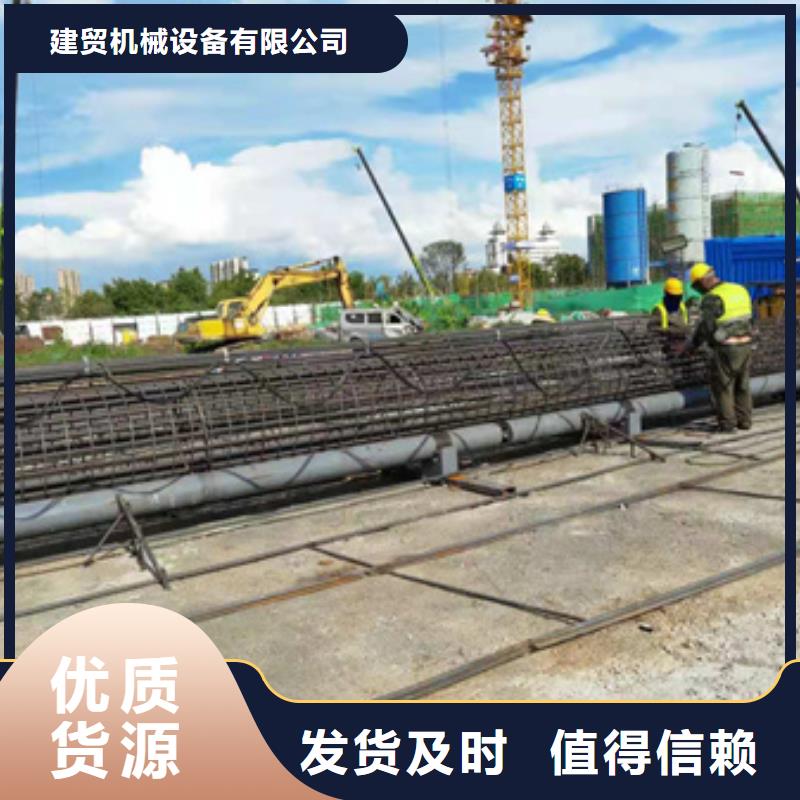
建貿鋼筋籠雙繞筋繞筋機歡迎咨詢鋼筋籠繞筋機箍加工:由于采用的是機械化作業,主筋,纏繞筋的間距均勻,鋼筋籠直徑一致,產品*完全達到規范要求。在實際中手工生產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查。河南建貿機械有限公司生產各種通用及專用鋼筋籠繞筋機,適用于各種樁基內鋼筋籠制造,鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內支撐),把鋼筋籠主筋放在鋼筋籠繞筋機上,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,同時進行焊接,從而形成成品鋼筋籠,托輥滾動速度可根據操作手的熟練程度從低到高任意調整,盤筋間的間距可根據施工要求隨時改動,同時可預先設置好參數,一個鋼筋籠包括加密區、預留區到達位置,間距自動改變,鋼筋籠成型,極大提高了工作效率。設備參數設備型號 1500 2000 2500適用樁徑(mm) 600--2500鋼筋籠標準長度(m)(其他長度可任意定制) 27。縱筋盤絲入料直接調直, 2.鋼筋建筑網排焊機主體機架采用較厚鋼板與型鋼焊接而成,使主體結構更為牢固,緊湊, 3.鋼筋建筑網排焊機電動機動力,采用同步控制技術。全自動數控鋼筋籠繞筋機鋼筋放線機構設置在移動旋轉驅動機構一側,主筋固定裝置由將主筋一端固定的主筋固定器和用于架設主筋的主筋導管組成,主筋固定器設置在移動旋轉驅動機構上,主筋導管設置在固定旋轉驅動機構上,鋼筋籠繞筋機主筋固定器和主筋導管是密布并且相對應的穿孔;焊接機械手安裝在主筋導管一側;隨著科學技術的日益進步,工程機械將會發生翻天覆地的變化,那么未來工程機械可能出現哪些趨勢呢?升級換代速度加快隨著現代高新技術的發展,世界工程機械產品的技術發展和創新更加迅速,更新換代的周期越來越短,產品族群得以拓展,產品系列日臻完善。

鋼筋籠滾焊機結構:鋼筋籠滾焊機分為:底座、固定車、車、分料架、上料架、電動支撐、電控、導料架。每天設備生產之前,要對設備狀況進行檢查,主要有如下幾個方面:(1) 急停按鈕(任意一個)是否處于按下狀態、控制電源開關是否處于關閉狀態;(2) 各線路連接是否正常;(3) 繞筋機是否存在漏油想象;(4) 各螺栓螺母是否有松動;(5) 電氣柜內粉塵是否過多。設備運行中,要注意檢查馬達是否有過熱現象;3、 設備運行中,嚴禁對電氣部分進行遮蓋,要保持散熱順暢;4、 機器正常運行 1個月后,要對斷路器、馬達接線端子、電箱內接線端子,在電源切斷的情況下進行重新緊固;5、 1~2個月要對減速機、液壓站油量進行定期檢查,如有不足,要進行添加,如有漏油現象要進行及時修理;6、 每星期對所有油嘴打黃油一次;7、 機器正常運行 1~2個月后,要對所有的螺栓、螺帽進行重新緊固;8、 每周要定期用油漆毛刷或微風吹風機電氣柜中的灰塵,保持氣柜內清潔,否則可能會引起短路燒壞設備的事故發生;要注意如下事項:(1) 設備操作人員須經設備供應方的人員操作培訓方可進行設備操作,要對設備性能進行充分了解;(2) 嚴禁用水或壓縮空氣對電器設備進行沖洗或吹灰;(3) 嚴禁用濕布或刷子對電氣柜中的電氣器件進行清灰作業;(4) 嚴禁非操作人員擅自操作設備(如變頻器、屏等內置參數擅自修改),否則極易造成設備損壞或傷害他人的事故發生。
 jmc
jmc
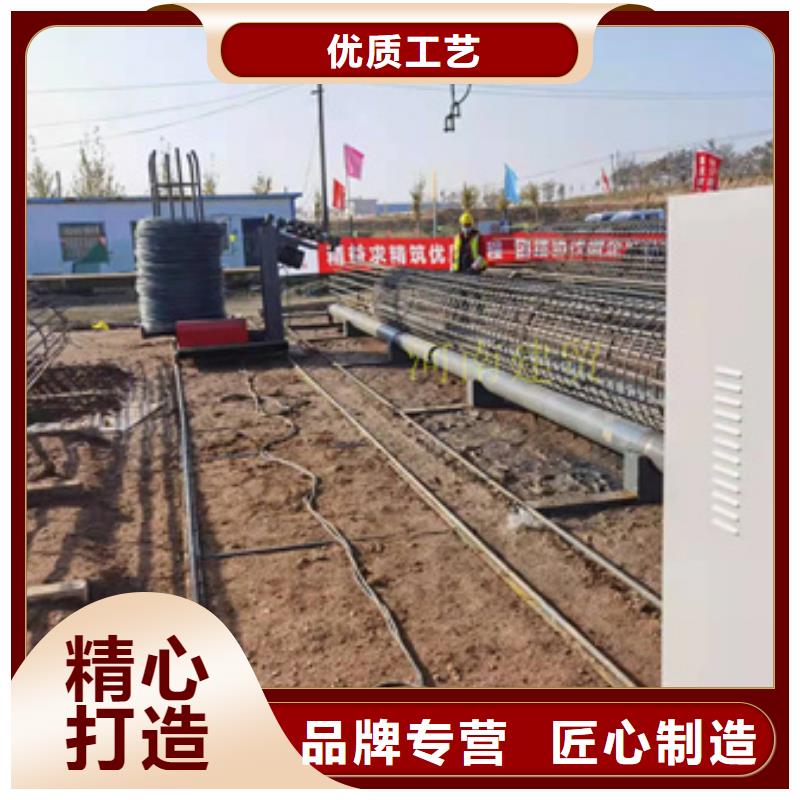
基本規格是12米單筋、12米雙筋,也可以加長,定做周期4到6天。JMRLJ-3000型鋼筋籠繞筋機主機是采用摩擦傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全過程。在各類建筑施工中,一直以來,在有樁基施工的建筑工程方面,樁基所用的鋼筋籠一直由傳統的人工一點點纏繞綁扎焊接。但是由于傳統人工制作鋼筋籠的諸多問題,間距不均勻,松松垮垮,極易變形,極易造成鋼筋籠的質量不好。而在橋梁隧道施工中,鋼筋籠的加工質量是基礎建設的重要環節,有造成了資源的浪費,一系列的問題下來極大的影響了工程質量,已經嚴重影響到工程建設工期和質量。同時需要極大的人力,物力,加工成本也很高。鋼筋加工是一個重要的環節,尤其在橋梁施工中,鋼筋籠的加工是基礎建設的重要環節。在過去傳統的施工中,鋼筋籠采用手工軋制或手工焊接的方式,除了效率低下外,主要的缺點是制作的鋼筋籠質量差,設備尺寸不規范,影響到工程建設的工期與質量。在梁高450mm,就應沿梁高兩側應設腰筋,所以數量上就不會少于2根。腰筋的直徑小的直徑為10mm,間距不應大于200mm,同時面積配筋率不應小于百分之0.3,在梁兩側的縱向構造鋼筋(腰筋)之間還要配置拉結鋼筋。 一般民用建筑的腰筋直徑用16和18就可以了,拉筋用圓8。
 <滁州>建貿機械設備有限公司
<滁州>建貿機械設備有限公司
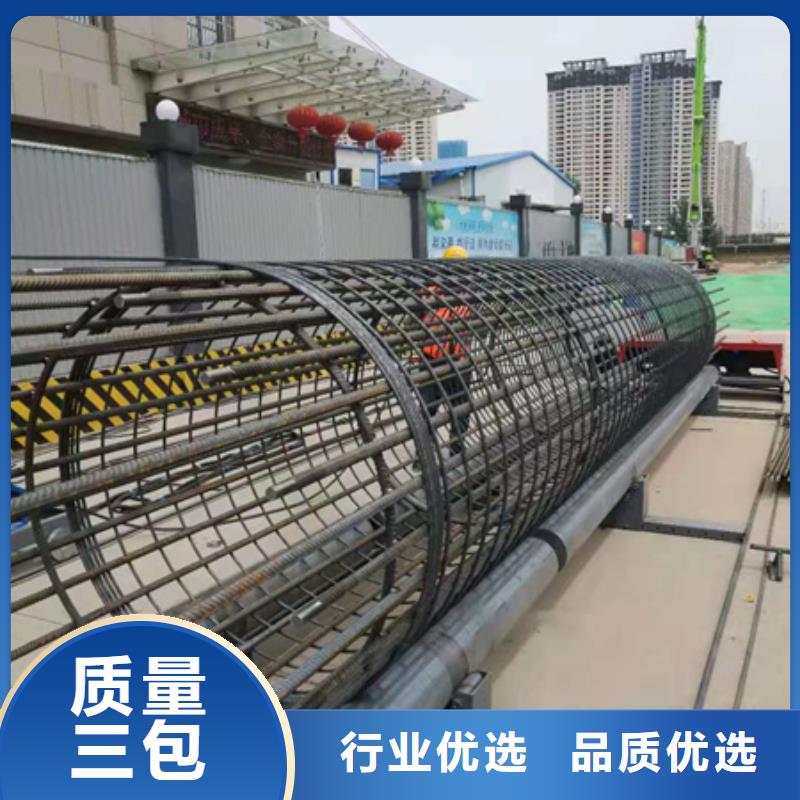
鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。隨著科技的發展和對建筑工程的要求不斷,現在很多的施工現場特別是路橋和高鐵等項目都用機械來取代原來的人工來加工鋼筋。比如鋼筋籠的制作,鋼筋的彎曲,箍筋的制作等。鋼筋籠滾焊機和鋼筋籠繞筋機是近幾年出現的專業制作鋼筋籠的自動化設備。目前很多的項目甲方和監理要求必須要上設備才能讓施工方施工。當然也有很多地區這種設備還沒有普及,就簡單向大家介紹一下這兩種設備的主要功能和區別。


