

我們?yōu)槟鷾?zhǔn)備了【螺旋管】承插口螺旋鋼管價(jià)格公道合理產(chǎn)品的全新視頻介紹,視頻中的每一幀,都是產(chǎn)品的真實(shí)寫照
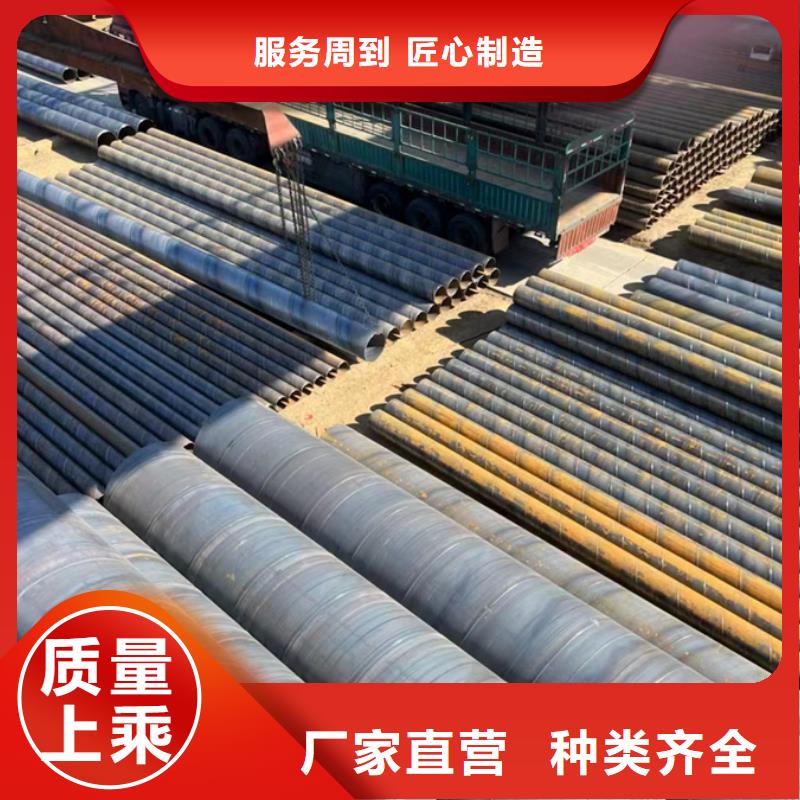
以下是:【螺旋管】承插口螺旋鋼管價(jià)格公道合理的圖文介紹
聚旺物資有限公司專注生產(chǎn)加工 湖北襄陽(yáng)君誠(chéng)熱鍍鋅管、幕墻鍍鋅方管, 擁有十多年生產(chǎn)經(jīng)驗(yàn)。本公司是您優(yōu)選的商業(yè)合作伙伴! 公司以“質(zhì)量為本、客戶至上、精益求精”為指導(dǎo),通過(guò)人才培訓(xùn),設(shè)備更新,技術(shù)革新,產(chǎn)業(yè)升級(jí)等一系列措施,并運(yùn)用成熟的工藝、科學(xué)的管理使公司成為一家具有j i強(qiáng)競(jìng)爭(zhēng)力的企業(yè)。 我們將以優(yōu)的產(chǎn)品、真誠(chéng)的服務(wù)與各界合作伙伴攜手共進(jìn),共謀發(fā)展!
格公道合理")
格公道合理")
5.華爾網(wǎng)螺旋管熱裂紋
在螺旋鋼管埋弧焊接中,焊道內(nèi)可產(chǎn)生熱裂紋.為這種裂紋,通常在起弧和熄弧處裝有墊板,并在板卷對(duì)焊接結(jié)束時(shí),可將螺旋鋼管逆轉(zhuǎn)而將焊進(jìn)疊焊.熱裂紋在焊縫應(yīng)力很大的時(shí)候,或者焊縫金屬內(nèi)的si很高的時(shí)候容易產(chǎn)生.
6.華爾網(wǎng)螺旋管硫裂
硫裂也就是硫引起的裂紋,焊接硫偏析帶很強(qiáng)的板材時(shí)硫偏析帶中的硫化物進(jìn)入焊縫金屬而產(chǎn)生的裂紋.其原因是在硫偏析帶中含有低熔點(diǎn)的硫化鐵和鋼中存在氫氣.
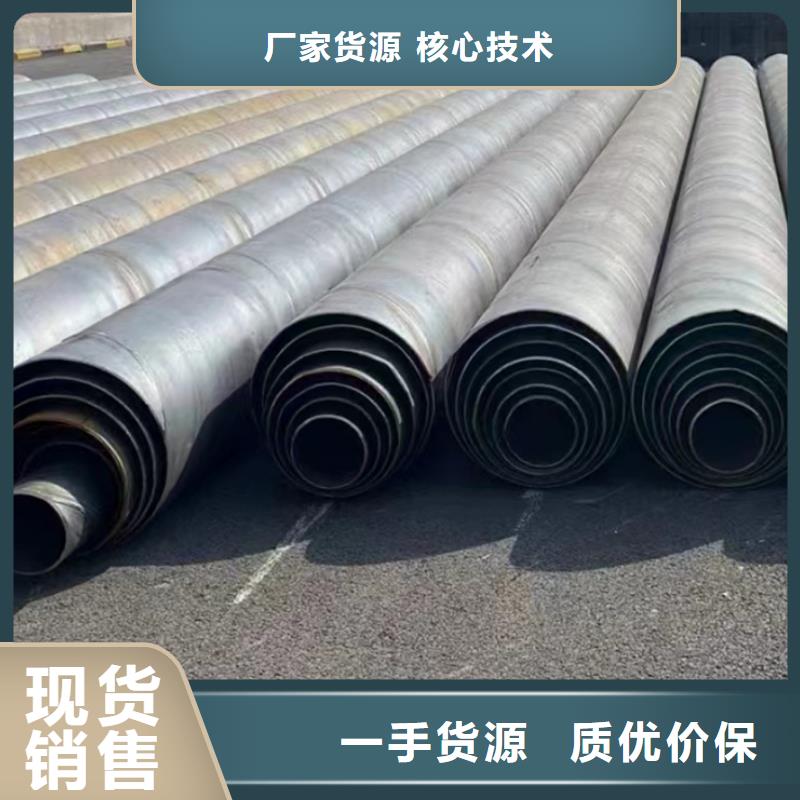
螺旋管廠介紹DN250螺旋管外徑為273mm,常見壁厚主要有6mm、7mm和8mm三種。
華爾網(wǎng)273螺旋管實(shí)際壁厚主要有兩種
執(zhí)行標(biāo)準(zhǔn)為9711的壁厚下差范圍在0.5mm---0.6mm左右。
執(zhí)行標(biāo)準(zhǔn)為5037的壁厚偏差范圍在1.0mm---1.2mm左右。
格公道合理")
格公道合理")
格公道合理")

格公道合理")
格公道合理")
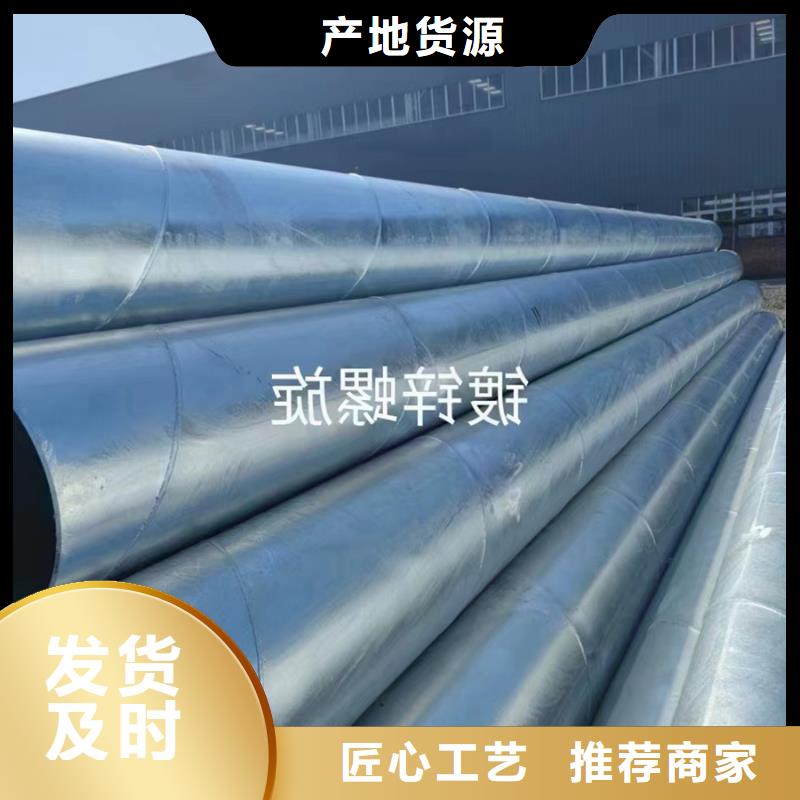
2、華爾網(wǎng)螺旋管焊接:螺旋管一般采用高頻焊接,高頻焊接是一種感應(yīng)焊(或壓力接觸焊),它無(wú)需焊縫填充料,無(wú)焊接飛濺,焊接熱影響區(qū)窄,焊接成型美觀,焊接機(jī)械性能良好等優(yōu)點(diǎn),因此在鋼管的生產(chǎn)中受到廣泛的應(yīng)用。根據(jù)電磁感應(yīng)原理和交流電荷在導(dǎo)體中的趨膚效應(yīng)、鄰近效應(yīng)和渦流熱效應(yīng),使焊縫邊緣的鋼材局部加熱到熔融狀態(tài),經(jīng)滾輪的擠壓,使對(duì)接焊縫實(shí)現(xiàn)晶間接合,從而達(dá)到焊縫焊接之目的,冷卻后形成一條牢固的直縫焊縫。
3、華爾網(wǎng)螺旋管焊縫間隙:將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過(guò)小則造成鄰近效應(yīng)增大,焊接熱量過(guò)大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。
格公道合理")
格公道合理")
格公道合理")
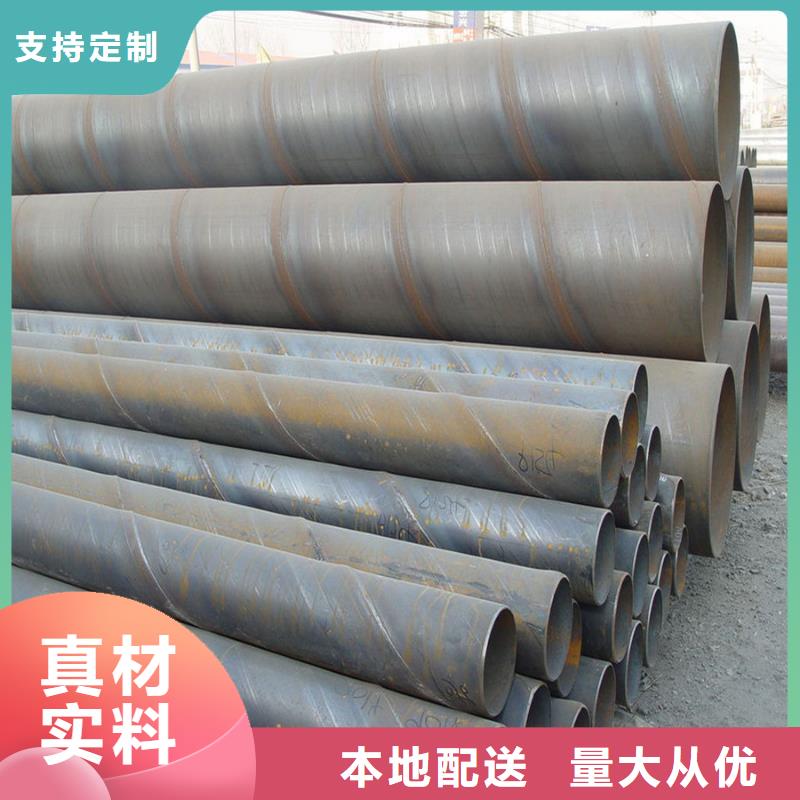
華爾網(wǎng)螺旋管廠介紹它的使用質(zhì)量要求:
1.立管的垂直安裝應(yīng)小于每米3毫米,水平安裝應(yīng)小于1毫米。
2.支管不得焊接在焊縫處,彎曲處應(yīng)避免焊縫。
3.焊縫要求是直的,焊縫是滿的,焊縫表面沒(méi)有燒穿或裂縫。
華爾網(wǎng)螺旋管廠將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
1.如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。
2.如間隙過(guò)小則造成鄰近效應(yīng)增大,焊接熱量過(guò)大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。
點(diǎn)擊查看聚旺物資有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
