


我們精心制作的堆焊復合耐磨板廠家產品視頻已經準備就緒,【解鎖新品!】堆焊復合耐磨板廠家產品視頻,帶你穿越新品體驗之旅!
以下是:堆焊復合耐磨板廠家的圖文介紹
未來,【多麥金屬】高錳耐磨耐候鋼板生產廠家將加大科技創新力度,提高產品市場競爭實力,擴大規模,促進企業快速發展,逐漸向著精細化、集約化、國際化發展方向邁進。致力于 湖南常德35#鋼板產品綜合服務生產商。創企業,樹品牌,振興民族工業為己任,竭誠歡迎海內外客商前來洽談業務。



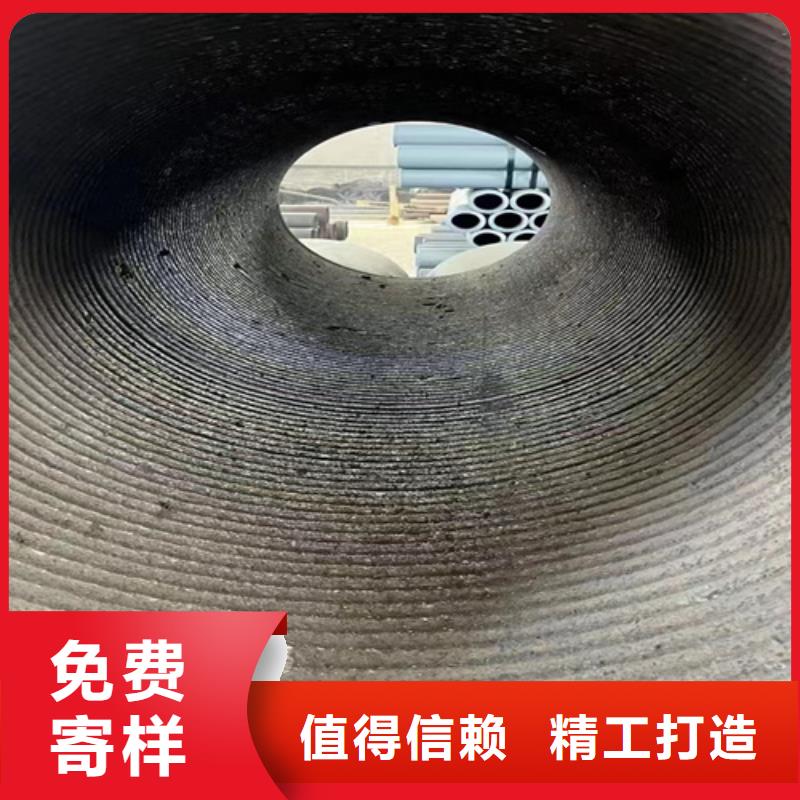
磨損分析2.1受力分析鉆箱在運動過程中受偏載力的現象很嚴重,而且導向板接觸面上受到的力很不均勻,且從中部到下邊緣的力從零均勻增加到大值q。由于導向板邊緣受到的力大,且在運動過程中存在很嚴重的磨粒磨損現象,導致導向板的邊緣很容易受到磨損。接觸面上的摩擦系數如增大,載荷和比壓也都會隨著增大,磨損現象也會加重;但是當材料發生變化時,其受到的載荷和比壓也都不同。可見如在同樣的工況下,導向板的材料因素是影響其磨損速度的主要原因。經過力學方面的分析,可以得出如在同樣的工況下,材料的力學性能和是影響導向板磨損速度的主要因素。2.2分析使用布氏硬度機,檢測現有導向板材料和鉆架主體材料的HB值。可以測出現有導向板材料的HB平均值為110,而鉆架主體材料的HB平均值為200,后者的硬度是前者硬度的1.7倍,為典型的軟材料和硬材料的配對摩擦副。現役導向板材料與鉆架主體材料的硬度差很大,很可能是導致現有導向板材料不足的重要原因。復合耐磨鋼板



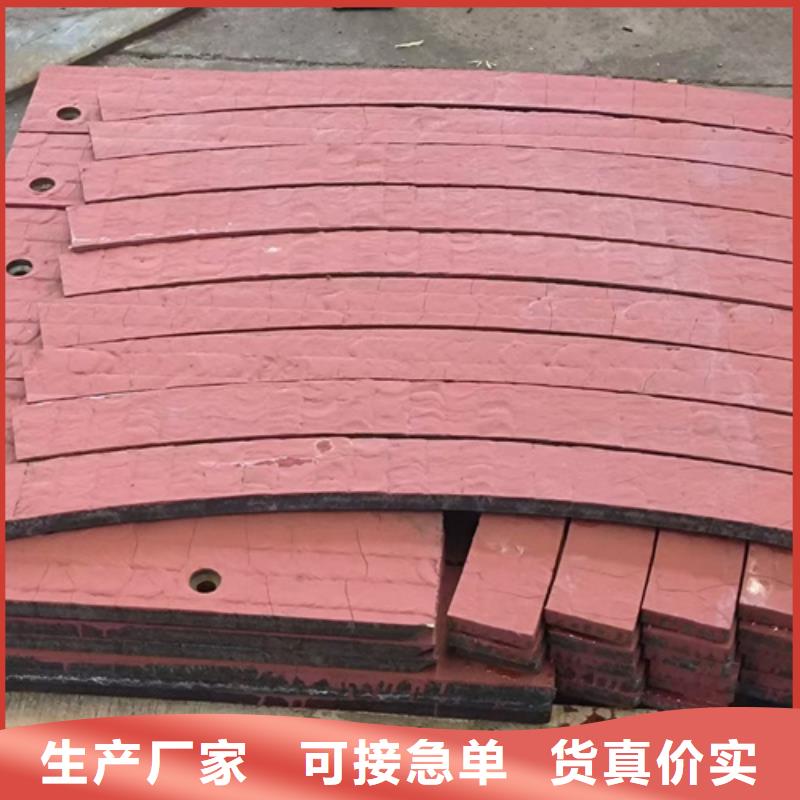
根據堆焊層工作條件,首先是硬度的要求,同時參考母材板厚、湖南常德本地堆焊高度及堆焊效率來選擇工藝參數。經過反復試驗,確定了采用明弧堆焊焊絲在不同板厚和不同焊層厚度的佳工藝參數,如在8mm的Q235鋼板上堆焊4mm時,其佳工藝參數如下:焊絲直徑2.8mm,焊接電流300A,焊接電壓30V,焊接速度120mm/min,焊槍擺幅40mm;焊絲直徑3.2mm,焊接電流320A,焊接電壓32V,焊接速度12mm/min,焊槍擺幅40mm。由于焊機(或焊絲直徑)的不同,基材及堆焊層厚度的不同,其佳焊接參數和規范也會有較大的差異。復合耐磨鋼板


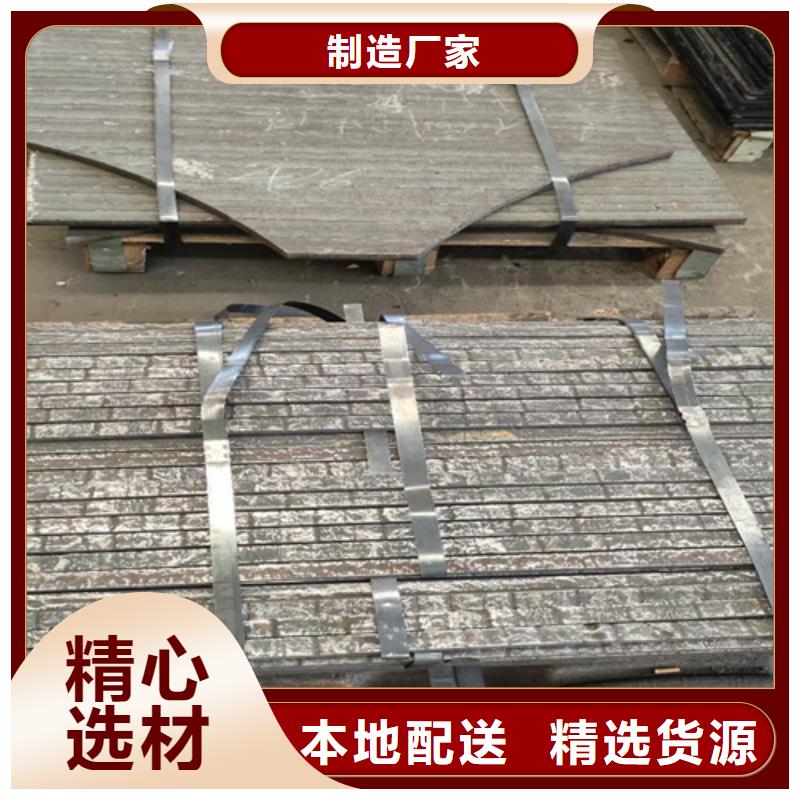
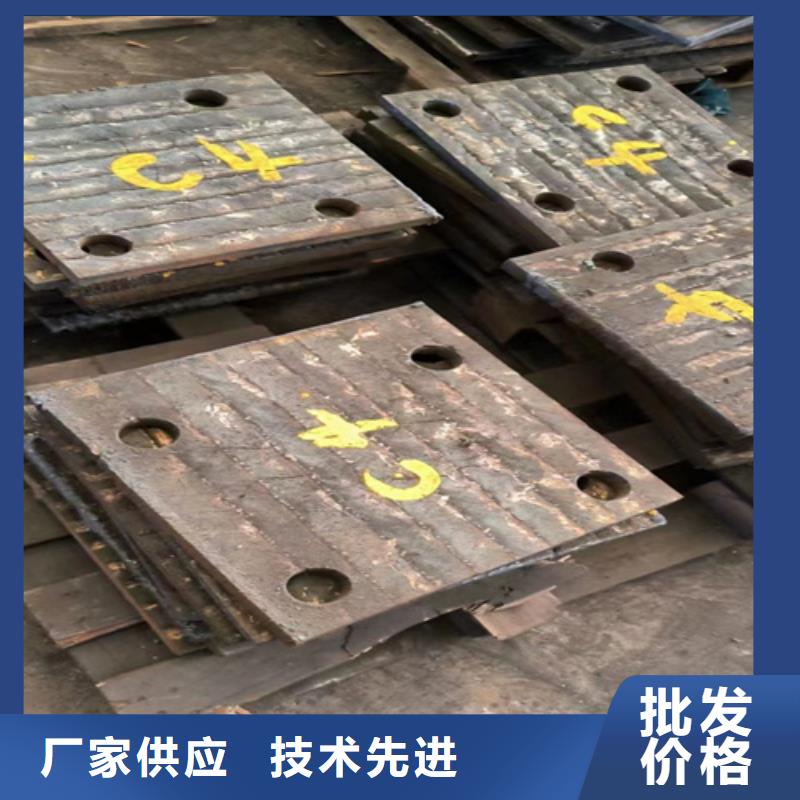
①經過短短幾個月的使用,發現現使用的導向板存在著嚴重的偏磨現象,從上而下磨損逐漸加重。終因下邊緣磨損過量致使導向板失效,現役材料接觸區呈楔形,喪失了導向板的作用。同時在工作中,由于導向板呈楔形,鉆箱向后面傾斜,鉆桿在鉆孔過程中不能垂直于頂板,在打孔過程中經常會打斜眼,嚴重影響錨桿支護的強度;鉆箱離工作臺太近,且導向板呈楔形導致鉆箱斜置,下落過程中鉆箱很容易與工作臺相撞.嚴重影響鉆箱的使用壽命和整機的開機時間,很大程度上影響了煤礦生產速度。②從直觀地發現導向板與鉆架主體之間的接觸表面上布滿了沿摩擦方向的劃痕,且有較多明顯可辨的溝槽,可見鉆箱工作中發生了較嚴重的磨粒磨損。(2)微觀分析通過使用發射掃描電子顯微鏡對現有導向板的磨損面進行掃描電鏡(SEM)觀察分析。從的SEM圖像可以看到導向板的接觸表面上有擠壓剝落的現象,同時其表面也產生了大量由切削和犁溝作用形成的溝槽。通過SEM圖像并結合磨粒磨損產生的原因可以看出導向板的損傷主要是來源于磨粒磨損。同時在磨損表面還存在大量的疲勞磨損和茹著磨損的痕跡,這些都會影響現有導向板的。復合耐磨鋼板



