
無需長篇大論,觀看酸洗鈍化無縫鋼管球墨鑄鐵井蓋物流配貨上門視頻,讓你瞬間愛上我們的產品。
以下是:酸洗鈍化無縫鋼管球墨鑄鐵井蓋物流配貨上門的圖文介紹
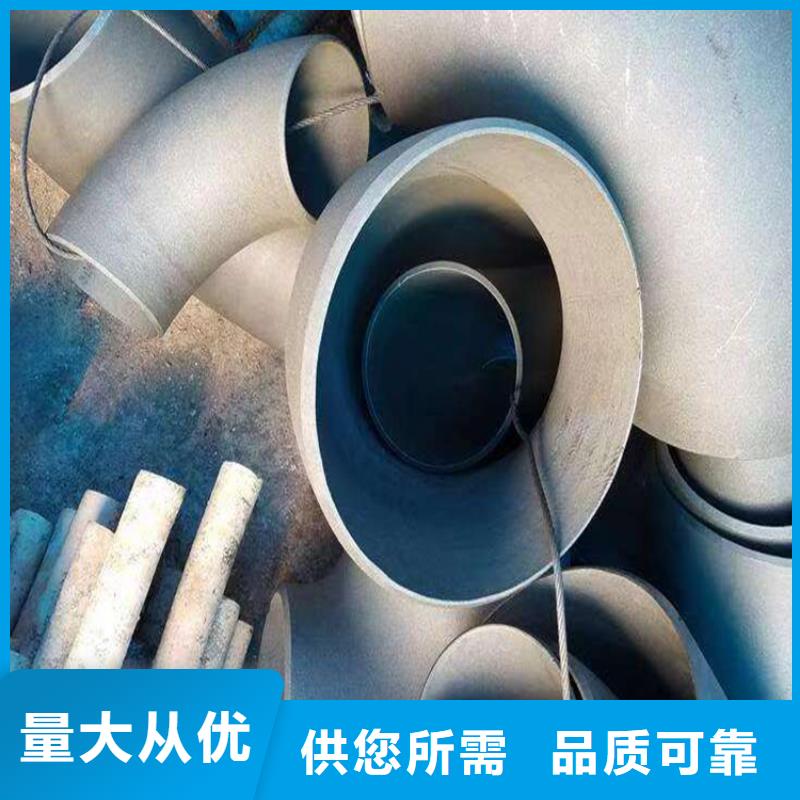
博輝鋼鐵有限公司將以雄厚的經濟技術實力,優良的 青海海北球墨鑄鐵管產品品質,鑄造中國 青海海北球墨鑄鐵管新品牌新形象。公司始終堅持“誠信務實、服務社會”的經營理念,愿與國內、外各界朋友真誠合作,共同為建設事業做出更大貢獻!攜手發展!共創美好明天!


華爾網酸洗鈍化無縫鋼管具體流程(工藝流程) 鋼管→酸洗→磷皂化(即潤滑)→還有***次冷拔,需不需要退火就看是什么鋼種了。一般低碳鋼是不需要退火的,次冷拔后→潤滑→冷拔→退火→矯直→切割→成品檢驗→打包入庫。***質量要求高的做酸洗鈍化處理。鋼管酸洗鈍化的道理 鈍化金屬經氧化性介質處置后,其侵蝕速度比本來未處置前有明顯下降的景象稱金屬的鈍化。 其鈍化機理首要可用薄膜理論來分析,即以為鈍化是因為金屬與氧化性介質效果,效果時在金屬外表生成一種十分薄的、致密的、掩蓋功能優越的能中固地附在金屬外表上的鈍化膜。這層膜成自力相存在,凡間是氧和金屬的化合物。它起著把金屬與侵蝕介質完全離隔的效果,避免金屬與侵蝕介質直接接觸,然后使金屬根本中止消融。主要技術指標1 外觀透明液體2 配制濃度(%) 503 總酸度(點) 480~5704 處理溫度(℃)常溫5 處理時間(min) 5~256 磷化方式浸漬、涂刷4華爾網工藝流程去除嚴重油污除油、除銹、磷化、鈍化、干燥、水洗、鈍化、清洗5 配制與維護5.1 配制方法:本品系工作液,將槽體清潔干凈后直接將本品倒入即可使用。5.2 按期打撈槽底沉渣、液面油污或翻槽。5.3 當處理效果明顯下降時,應補充磷化劑使指標在規定范圍內。5.4 使處理的工件與液體作相對運動。5.5 磷化膜***干燥以前,應禁止手摸、雨淋或沾水。5.6 處理槽用玻璃鋼、不銹鋼、聚氯乙烯板等耐酸材料制作。



華爾網酸洗鈍化無縫鋼管的處理方式有?
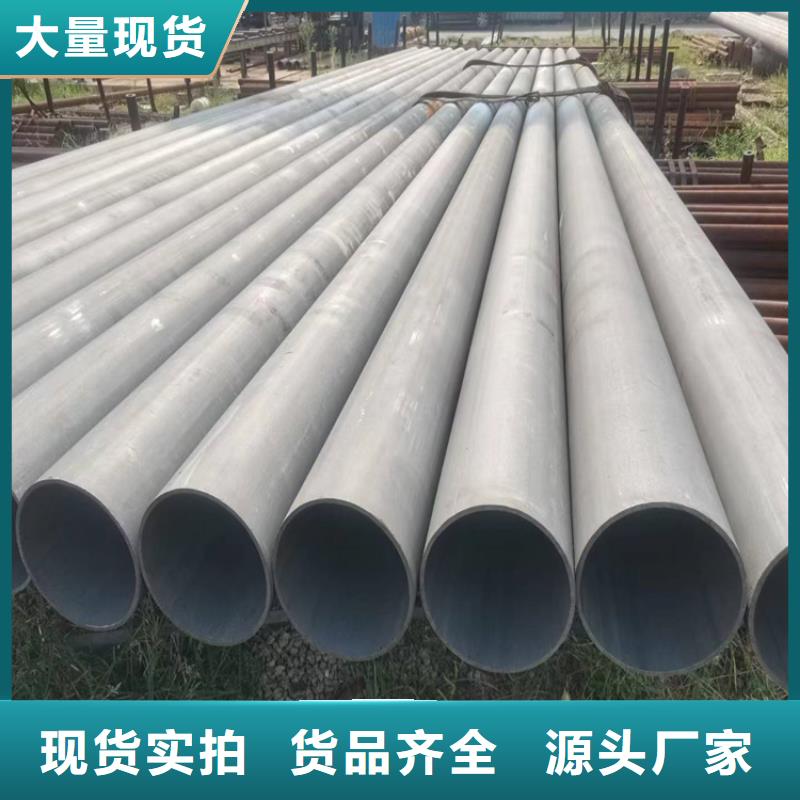
酸洗鈍化無縫鋼管浸漬法:
不銹鋼管道、彎頭、小零件等適合采用這種方法,加工效果好。由于處理部分能完全浸入酸洗鈍化液中,酸洗鈍化無縫管表面完全反應,鈍化膜致密均勻。該方法適用于連續間歇操作,但隨著溶液反應濃度的降低,需要補充新的溶液。缺點是由于酸槽的形狀和容量的限制,不適用于大容量設備和管道形狀太長、太寬;長期使用會降低溶液揮發等原因造成的影響。需要特殊場所、酸池和加熱設備。
酸洗鈍化無縫鋼管抹面法:
不銹鋼酸洗鈍化膏在我國應用廣泛,并有一系列產品供應。手動操作,適合現場施工。不銹鋼化工容器的焊接處理、焊接變色、轉角死角、扶梯靠背、大面積鈍化等均采用。
膏體法的優點是不需要特殊設備和場地,不需要加熱設備,現場操作靈活。酸洗、鈍化一次完成,獨立性強;鈍化膏保質期長,每次使用均采用新的鈍化膏。一般情況下,表面層鈍化后反應停止,不易過度腐蝕,且不受后續沖洗時間的限制。焊縫等薄弱環節也會加強鈍化。缺點是工人操作環境差,勞動強度大,成本高,不銹鋼管道內壁處理不好,需要與其他方法相結合。
華爾網無縫鋼管酸洗及噴涂方法:
適用于現場固定、環境封閉的單一產品或內部結構簡單的設備進行酸洗和鈍化,如板生產線上的噴霧酸洗工藝。不銹鋼化工容器,可用于容器內壁酸洗。
其優點是連續操作快,操作簡單,對工人腐蝕影響小,溶液利用率高。這種方法有很多限制,如:
1.容器中不得有殘留物或雜質。
2.酸洗液在容器中停留時間過長,會引起不銹鋼的過度腐蝕。因此,有必要繼續操作,隨時準備大量的清洗水。一旦發生停電、停水、停工等事故,將造成嚴重后果。廢酸和廢水排放應使用大容器。隨著反應時間的延長和溶液雜質的增加,酸洗液的有效成分逐漸減少。必須隨時檢測溶液濃度,及時加入新溶液。


華爾網 酸洗鈍化無縫鋼管的冷軋生產加工分析技術性自20個世紀80時代中后期逐漸普遍選用比較有限因素法(FEM),近期隨著著電子計算機輸出的發展趨勢,分析技術性已由二維向三維的高級形變分析發展趨勢。從而了商品的外形尺寸精密度和品質,下列詳細介紹具備象征性的分析技術性。1拓寬冷軋的分析技術性芯軸連冷拔機選用芯軸和孔型輥開展冷軋,因而與板冷軋不一樣,在熱軋帶鋼圓上方位上普遍存在著熱軋帶鋼和芯軸沒有觸碰的任意形變區。因為該隨意形變區是在下一個聲卡機架上被冷軋,因而為正確認識芯軸連冷拔機的綜合性特點,對包含隨意形變區以內的形變開展預估是很重要的。這類錯綜復雜的形變預測分析假如選用之前的高速緩存完成優化算法是沒法得到高的精密度,因而就必須高精密的分析。充分考慮冷軋方位剪截形變,選用一般擴大平面圖形變分析開展類似三維分析。結果得知,測算值和試驗值較一致。近期,伴隨著電子計算機技術的發展趨勢,加速了徹底三維比較有限因素法分析技術性的開發設計,它還能用以華爾網聲卡機架間支撐力危害的分析和熱軋帶鋼與精軋管的速率差的分析。2口模冷軋的分析技術性選用口模冷軋時因為里面沒有專用工具,因而在冷軋薄壁高溫合金管時軋材的里面樣子不齊整。選用三輥式熱連軋時,軋板的里面樣子呈六角形。根據選用三維比較有限因素法分析,確立了這類里面邊角狀況的產生原理和應采用的防范措施。在選用貼近正圓的橢圓形率=0.986的板孔時可以得到基本上勻稱的厚度,但在選用貼近正圓的橢圓形率=0.960的板孔的時候發生清楚的里面六邊角。選用本分析能預測分析用支撐力減徑機冷軋時壁厚酸洗鈍化無縫無縫鋼管的轉變,搞清了熱軋帶鋼板孔特點和聲卡機架間的支撐力對里面六邊角的危害。



