





如果你想要更深入地了解我們的 彎管大廠生產(chǎn)品質(zhì)產(chǎn)品,那么請務(wù)必觀看這部視頻。它一定會給你帶來意想不到的驚喜和收獲。
以下是: 彎管大廠生產(chǎn)品質(zhì)的圖文介紹
航蕭管件有限公司不斷創(chuàng)新的企業(yè)文化培養(yǎng)了一支的員工隊(duì)伍,“精益求精、改善永無止境”的經(jīng)營理念不斷在企業(yè)的經(jīng)營活動中得到。公司在追求精益求精的過程中,不斷完善自我、樹立品牌形象,在企業(yè)持續(xù)發(fā)展的過程中與客戶精誠合作,竭誠為新老用戶提供具優(yōu)質(zhì)的 陽江陽西中頻彎管產(chǎn)品及服務(wù),為顧客創(chuàng)造價(jià)值,為社會進(jìn)步做出貢獻(xiàn)。

品質(zhì)")
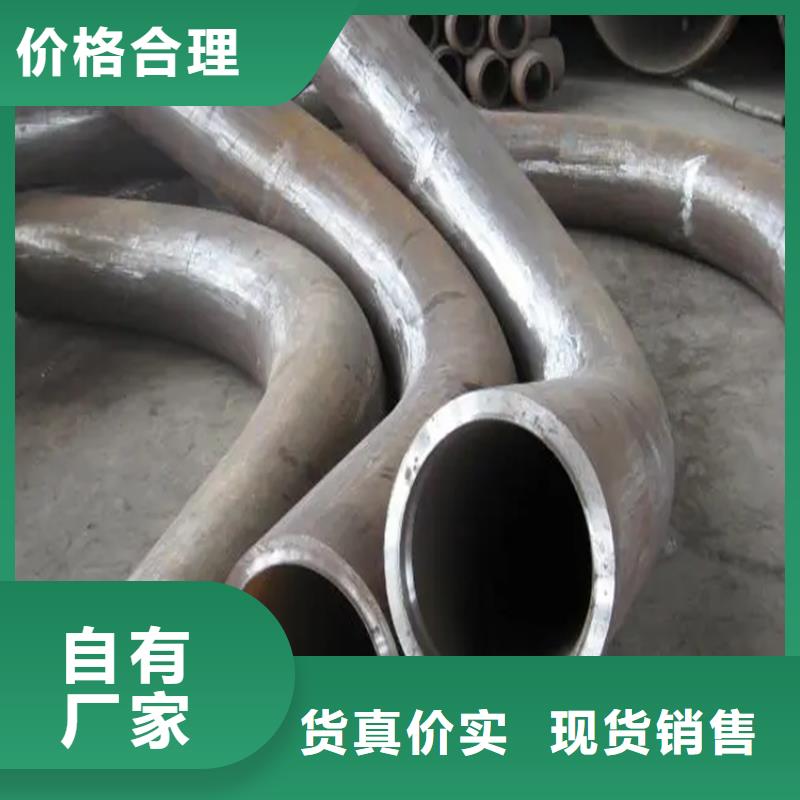
加熱爐環(huán)形彎管生產(chǎn)制造加工工藝。 伴隨著加熱爐商品自動化技術(shù)生產(chǎn)技術(shù)的發(fā)展趨勢,及其對生產(chǎn)率的規(guī)定,絕大多數(shù)超低溫一部分環(huán)形管產(chǎn)品的生產(chǎn)制造,將由相對性自動化技術(shù)程度高的環(huán)形管生產(chǎn)流水線來進(jìn)行,這對其配置的彎管機(jī)器設(shè)備明確提出高些的規(guī)定.基本生產(chǎn)流水線彎管機(jī)一般只具有R/D=1.3~1.5彎管的冷彎彎的制,針對R/D更小的小R彎管一般在環(huán)形管直段一部分加工工藝焊縫,選用預(yù)彎、擠壓成型、鑄軋的方法生產(chǎn)制造小R彎管,再將小R彎管與環(huán)形管拼湊的生產(chǎn)制造加工工藝,因而該傳統(tǒng)式生產(chǎn)制造加工工藝成本增加、率低。 加熱爐環(huán)形彎管生產(chǎn)制造加工工藝 一、我企業(yè)引入了一套大中型環(huán)形管生產(chǎn)流水線,將彎管機(jī)冷拔彎管工作能力至R/D=1,另外具有雙重雙R卷制的作用,自動化技術(shù)水平。為對該環(huán)形管生產(chǎn)流水線中關(guān)鍵構(gòu)成機(jī)器設(shè)備彎管機(jī)開展試彎調(diào)節(jié),及對該生產(chǎn)流水線將要擔(dān)負(fù)的初次生產(chǎn)制造每日任務(wù)的可行性分析開展論述,因而需開展有關(guān)的工藝性能實(shí)驗(yàn)。 二、應(yīng)用領(lǐng)域及標(biāo)準(zhǔn) 水管直徑:Φ32-63mm 水管壁厚:3-11mm 彎曲半徑:32-22b250m 少彎曲半徑:1D(彎折標(biāo)準(zhǔn):壁厚/管經(jīng)>10%) 彎折精密度:±0.1° 彎折速率:0-3r.p.m 彎折視角:0-190° 三、關(guān)鍵構(gòu)成部分 機(jī)械結(jié)構(gòu):機(jī)器設(shè)備床體、彎折懸臂、頂鐓組織、夾持模、靠模等 電氣設(shè)備自動控制系統(tǒng):彎管主要參數(shù)的操縱、調(diào)整和顯示設(shè)備、故障檢測和報(bào)警設(shè)備、自動開關(guān)和調(diào)整旋紐等 液壓機(jī)自動控制系統(tǒng):液壓系統(tǒng)、液壓機(jī)比例閥、輸油管等
品質(zhì)")
品質(zhì)")
管件常見彎管方法及其7種彎管方式詳解。管件常見彎管方法及其7種彎管方式詳解 接頭常見的彎頭方法有壓力管、軋輥彎曲、軋輥彎曲、擠壓4種,實(shí)際彎頭方法有以下幾種 簡潔明了折彎:這類折彎無需專用型磨具,在沖壓機(jī)上就可以進(jìn)行。 輥:四輥壓機(jī)或通道壓機(jī),用帶槽輥彎曲,折射率均勻。 輾壓式旋轉(zhuǎn):用豎柱式或豎式彎曲機(jī)彎曲 模式擠壓彎曲:這種擠壓彎曲方法水管橫截面情況標(biāo)準(zhǔn)。擠壓加工的一般選擇。 帶糾正的折彎:這類折彎方式水管不容易擠扁。 芯軸式擠彎:這類擠彎一般為熱擠 拉彎:縱柱式和縱柱式的彎曲機(jī)也彎曲,但是夾著關(guān)鍵部分抵抗縱向的拉力。
品質(zhì)")
品質(zhì)")
品質(zhì)")
品質(zhì)")
點(diǎn)擊查看航蕭管件有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
