




 金屬切割鋸床榆林銷售地址
金屬切割鋸床榆林銷售地址
鋸床鋸條打齒的原因及以及解決方法 :
1、鋸條齒型選擇不當,主要表 現 為鋸條齒距選擇過大或齒鋸過密,建議根據切割材質的直徑或形狀來選擇適合的齒型。
2、選擇的鋸條質 量 太次,主要表 現 在鋸條背材與齒部齒尖的質 量 ,不具有抗磨損性。建議選擇質 量 好的進口鋸條。
3、資料是否進行有效固定,主要表 現 為切割過 程 中資料松動導 致 ,建議檢查液壓虎鉗裝置是否完好,對于成束切割的要保證裝置上壓緊,同時對鋸條進行有效張緊。
4、切割進給過大,主要表 現 在為了調高切割效率,而下降速度過快。建議減 少 進給量或選擇更效率的鋸床,進給過大,而鋸條線速跟不上的話,容易導 致 此現象的呈現。

如果在鋸床運行中,有危險發生時,應該立即按下“緊急停機”按鈕。鋸輪軸承,半年內應加一次潤滑脂,變速箱內潤滑油一年更換一次。冷卻液有損人體皮膚,操作人員在清理或排放時應注意防護。停機時不允許鋸帶工件。經常清洗工作虎鉗導軌部分的鐵屑,保證活動鉗口的靈活。每天鋸削完畢后,應將鋸條放松,其使用壽命。夏季室溫高于攝氏度時,應對油箱進行風冷。鋸條在運轉時嚴禁用手與鋸齒部。機床閑置不用時,對導軌及機床加工面應加油封,防止銹蝕。
使鋸削的具有廣泛的意義,如鋸床只要鋸條變形的反饋,即可對鋸削速度進行自適應。伺服閥,即可對鋸削的速度和位置控制進行。系統的管理功能使材料和工件的管理更方便。系統的中文界面和實時的圖形狀態顯示,使操作更友好更直觀。鋸削下料長度通過調節標尺14與返回到位開關的相對位置來實現,下料數量由計數器實現,各的完成由到位開關檢測。鋸削速度由調壓閥供油壓力進行控制。系統的模擬輸入輸出模塊各的邏輯關系由繼電器完成,驅動由動力油缸完成,控制由電磁閥完成。
GB4250主要特點:
切削速度液壓控制,無極調速
導向塊結構科學合理,延長鋸條的使用壽命
雙立柱結構,操作平穩
鋸切穩定,精度高
工件夾緊采用手動夾緊,操作方便
可定制三向液壓加緊裝置
GB4250雙柱龍門臥式金屬帶鋸床系列,主要用于鋸切各種黑色金屬、有色金屬。具有鋸口窄、省料、節能、
鋸削精度高、操作方便、生產效率高等優點
GB4220臥式金屬帶鋸床主要特點
√ 切削速度液壓控制,無級調速
√ 導向塊結構科學合理,延長鋸條的使用壽命
√ 雙立柱結構,操作平穩
√ 鋸切穩定,精度高
√ 工件夾緊采用手動夾緊,操作方便
 jmc
jmc
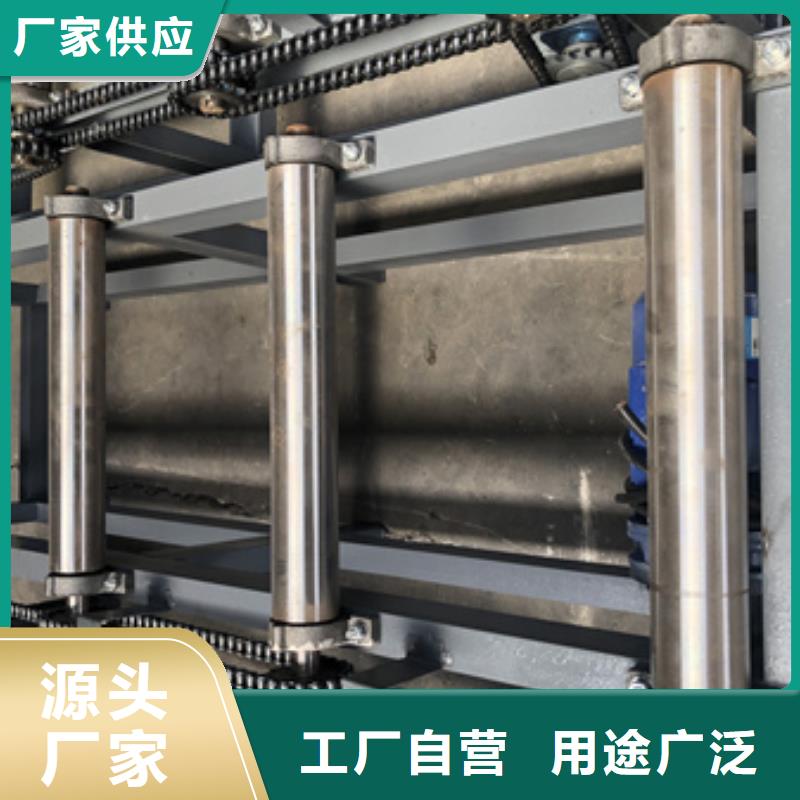
環形鋸帶張緊在兩個鋸輪上,并由鋸輪驅動鋸帶進行切割。帶鋸床主要有立式和臥式兩種。立式帶鋸床的鋸架垂直設置,切割時工件移動,用以切割板料和成形零件的曲線輪廓,還可把鋸帶換成銼鏈或砂帶,進行修銼或打磨。臥式帶鋸床的鋸架水平或傾斜布置,沿垂直方向或繞一支點擺動的方向進給,鋸帶一般扭轉40°,以保持鋸齒與工件垂直。臥式又分為剪刀式、雙立柱、單立柱式帶鋸床;根據使用情況分為手動型(經濟型手動送料手動切割物料)、自動型;根據使用控制器的自動化程序可分為手動型(半自動手動送料)全自動型(自動送料自動切割);根據切割角度要求分為角度鋸床(能鋸切角度90度45度)無角度即90度垂直切割。
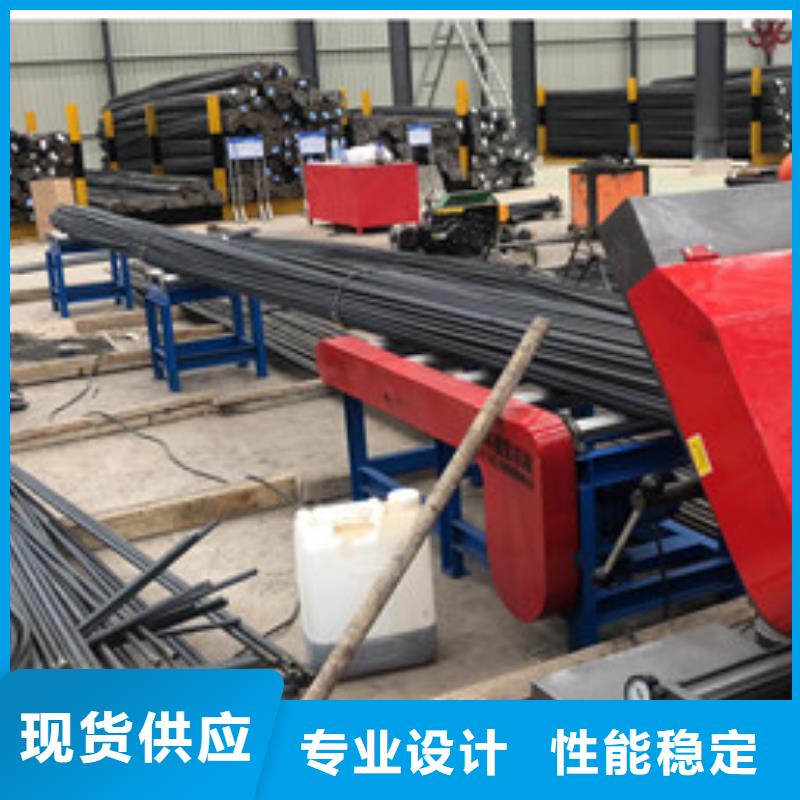
盛金整體生產線采用進口噴涂工藝,表面靜電噴塑光潔度好,高溫噴漆,更加美觀,耐腐蝕,拒絕劣質,我們承諾只做高品質的產品。(備注:因產品不斷更新,圖片與實物或許略有差別)<榆林>建貿機械設備有限公司
