
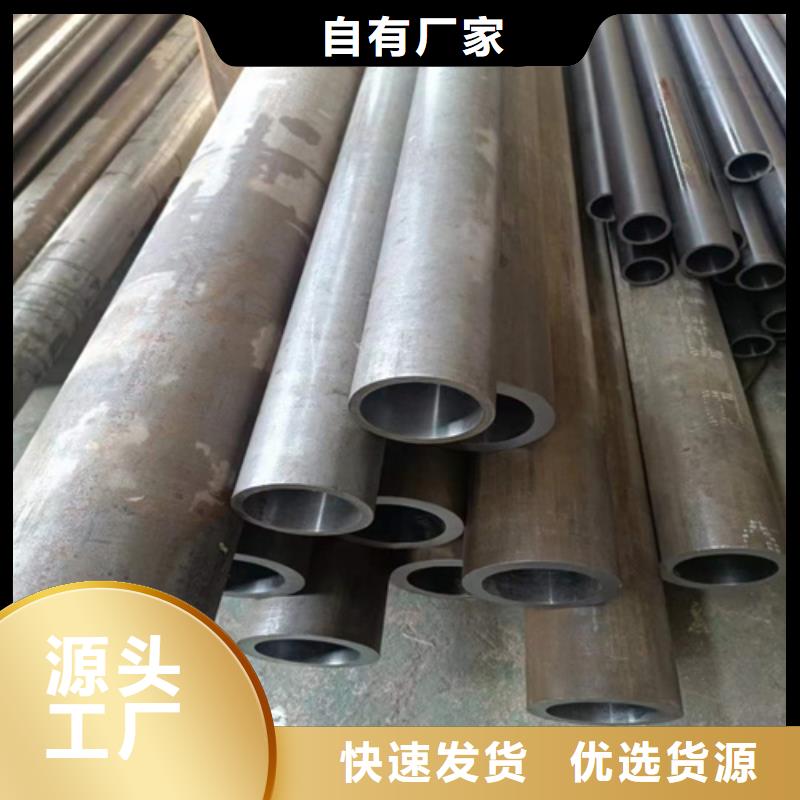




內蒙古錫林郭勒氣缸滾壓管加工原理 <錫林郭勒>九冶管業有限公司
珩磨管的定壓過程1、脫落切削階段,這種定壓珩磨,開始時由于孔壁粗糙,油石與孔壁接觸面積很小,接觸壓力大,孔壁的凸出部分很快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率下降。同時切下的切屑小而細,這些切屑對粘結劑的磨耗也很小。因此,油石磨粒脫落很少,此時磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端負荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續珩磨時油石和孔表面的接觸面積越來越大,極細的切屑堆積于油石與孔壁之間不易清理,造成油石堵塞,變得很光滑。因此油石切削能力低,相當于拋光。若繼續珩磨,油石堵塞嚴重而產生粘結性堵塞時,油石失去切削能力并嚴重發熱,孔的精度和表面粗糙度均會受到影響。此時應盡快結束珩磨。
 <錫林郭勒>九冶管業有限公司
<錫林郭勒>九冶管業有限公司
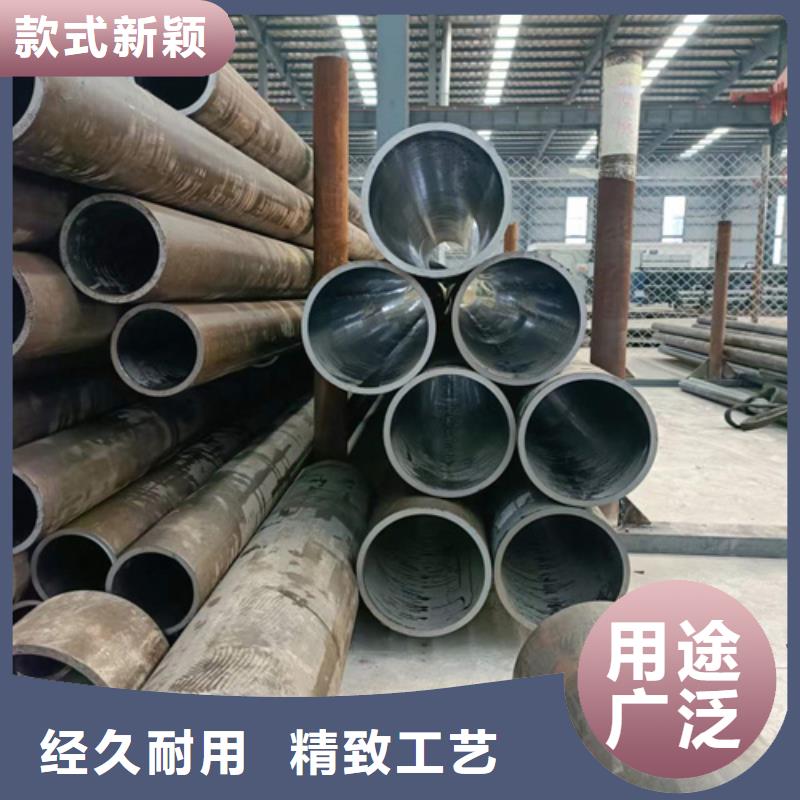
三、加工范圍廣主要加工各種圓柱形孔:珩磨管通孔、軸向和徑向有間斷的孔,如有 徑向孔或槽的孔、鍵槽孔、花鍵孔、盲孔、多臺階孔等。另外,用專用珩磨頭,還可加工圓錐孔、橢圓孔等,但由于珩磨頭結構復雜,一般不用。用外圓珩磨工具可以珩磨圓柱體,但其去除的余量遠遠小于內圓珩磨的余量。珩磨可以加工任何材料,金剛石和立方氮化硼磨料的應用,進一步拓展了珩磨的運用領域,同 時也大大提高了珩磨加工的效率。四、切削余量少為達到圖紙所要求的精度,采用珩磨加工是所有加工方法中去除余量少的一種加工方法。在珩磨加工中,珩磨工具是以工件作為導向來切除工件多余的余量而達到工件所需的精度。珩磨時,珩磨工具先珩工件中需去余量大的地方,然后逐漸珩至需去除余量少的地方。五、糾孔能力強
 內蒙古錫林郭勒氣缸滾壓管加工原理
內蒙古錫林郭勒氣缸滾壓管加工原理
內蒙古錫林郭勒氣缸滾壓管加工原理
內蒙古錫林郭勒氣缸滾壓管加工原理
