



想要了解紫銅管紫銅板大廠生產品質產品的魅力嗎?我們為您準備了詳盡的產品視頻,讓您輕松掌握產品的各項功能和特點。請您不要錯過,快來觀看吧!
以下是:紫銅管紫銅板大廠生產品質的圖文介紹
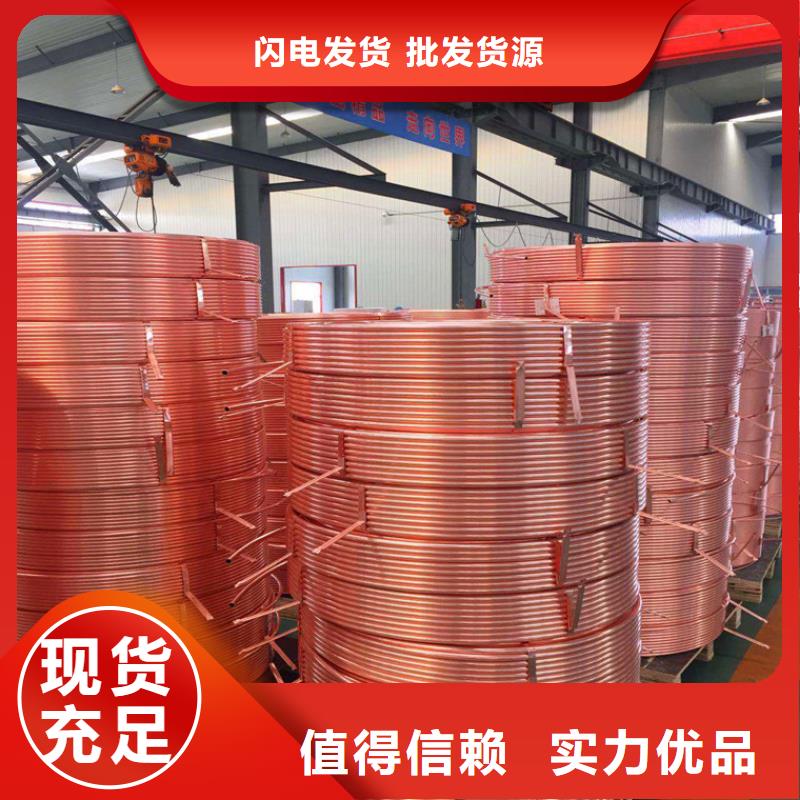
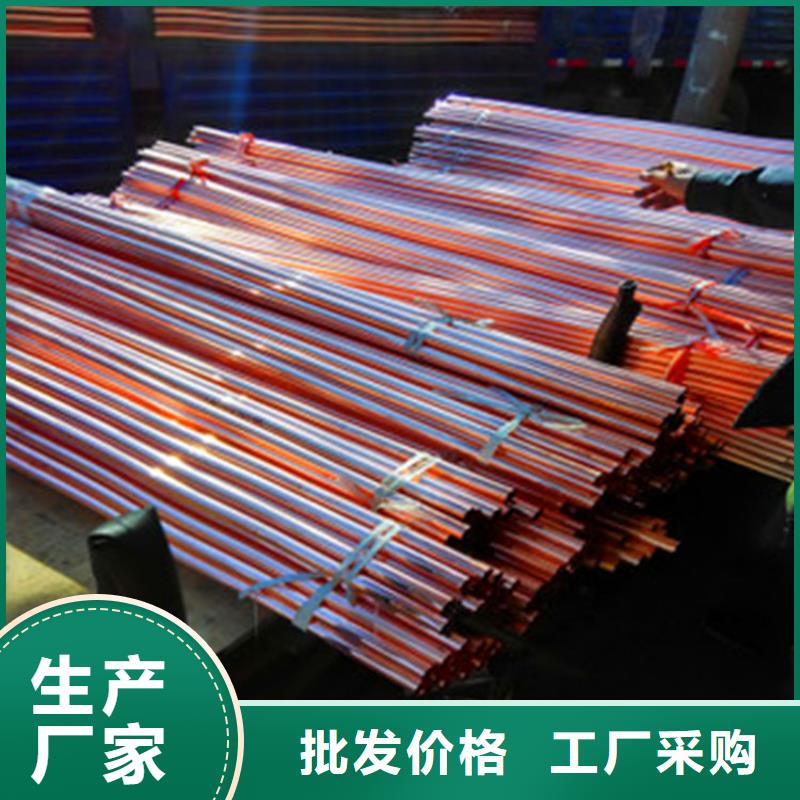
畢節紫銅帶

畢節紫銅帶的圖文介紹
廠家直發結實耐用



紫銅管焊接應在通風良好的場所進行,以防止銅中現象。且焊后,應用平頭錘敲擊焊縫,以應力和改善焊縫的質量。二、氣焊焊接紫銅管常用的就是對接接頭,搭接接頭和丁字接頭盡量少采用。在氣焊時,可采用兩種焊絲,一種是含有脫氧元素的焊絲;另一種是一般的紫銅絲和母材的切條,且氣焊紫銅管時應采用中性焰。
三、手工氬弧焊1、在紫銅管手工氬弧焊前,應把工件焊接邊緣和焊絲表面的氧化膜、油等臟物等都清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法這兩種。2、根據板厚和坡口尺寸,紫銅管的對接接頭的裝配間隙應在0.5-1.5毫米范圍內選取。
3、這類焊接法通常是采用直流正接,即鎢極接負極。為了氣孔,保證焊縫可靠的熔合和焊透,必須焊接速度,消耗量并預熱焊件。板厚小于3毫米時,預熱溫度為150-300℃;板厚大于3毫米時,預熱溫度為350-500℃。
三、手工氬弧焊1、在紫銅管手工氬弧焊前,應把工件焊接邊緣和焊絲表面的氧化膜、油等臟物等都清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法這兩種。2、根據板厚和坡口尺寸,紫銅管的對接接頭的裝配間隙應在0.5-1.5毫米范圍內選取。
3、這類焊接法通常是采用直流正接,即鎢極接負極。為了氣孔,保證焊縫可靠的熔合和焊透,必須焊接速度,消耗量并預熱焊件。板厚小于3毫米時,預熱溫度為150-300℃;板厚大于3毫米時,預熱溫度為350-500℃。


 01
01畢節紫銅帶實體廠家層層檢測不合格不出廠
 02
02廠家全年不間斷生產畢節紫銅帶現貨隨訂隨發
 03
03可來圖來樣根據您的需求定制畢節紫銅帶
 04
04專業畢節紫銅帶售后團隊24H為您解決難題

鑫創榮業有限公司是一家集 貴州畢節紫銅帶生產,制造,銷售為一體的技術型企業!質量可靠價格優惠,值得信賴!一下是部分產品介紹。