
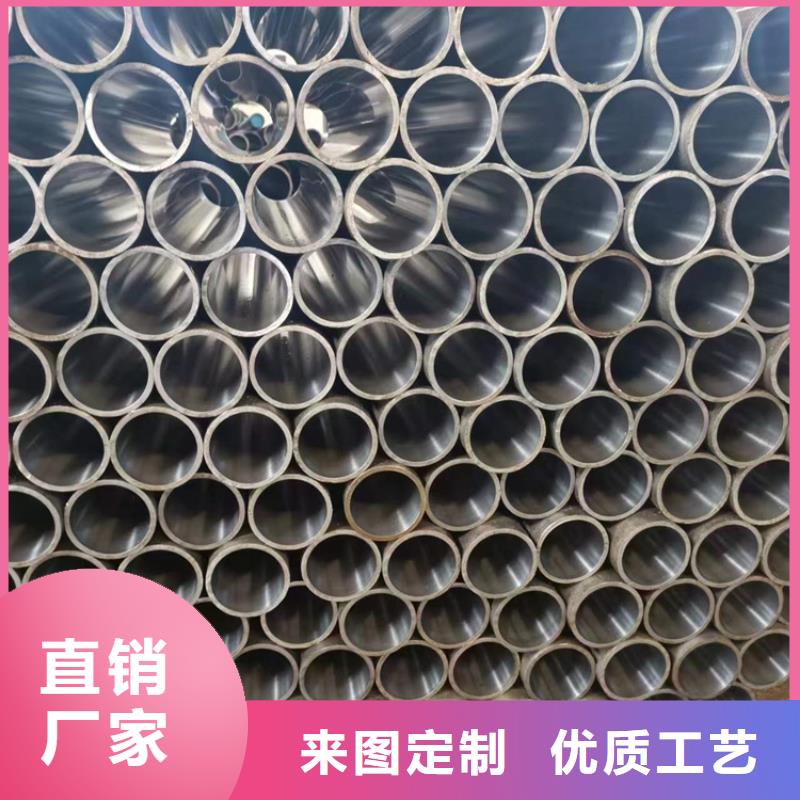

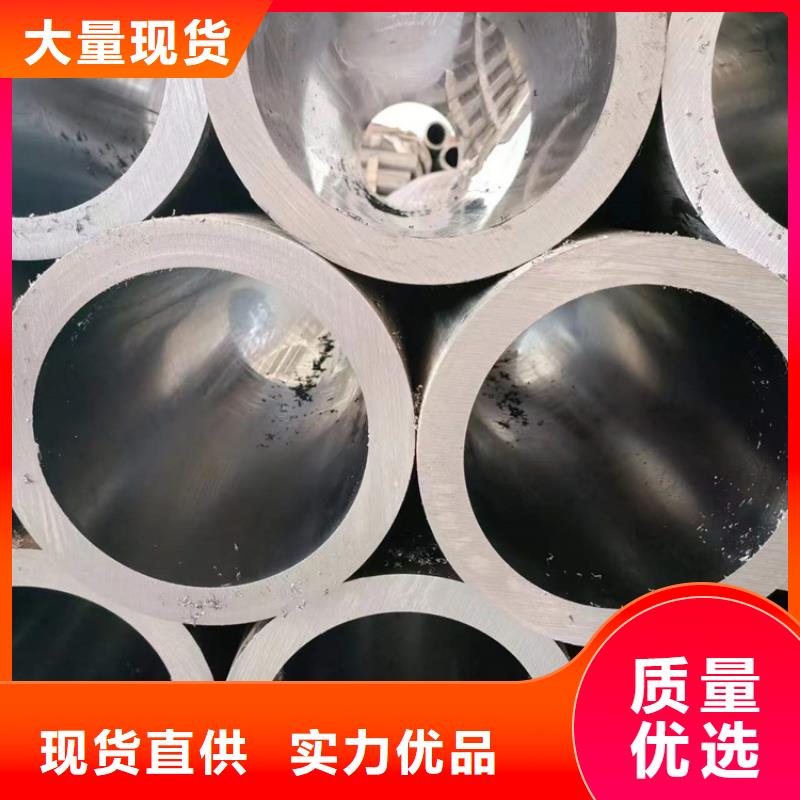



珩磨管的布置要求珩磨管有別于普通的管材,因此不管是它的加工方式,還是管路布置,都有非常特殊的要求。圍繞著這兩方面的內容進行詳細的描述,以便于使珩磨管的功效得到充分的發揮。珩磨管實質上是一種經過特殊處理的高精密無縫鋼管,其良好的性能使得它在各個領域中都有不錯的使用效果。珩磨管在布置的時候,不管是排列還是走向都應該整齊一致,而且應層次分明。盡量采用水平或垂直的方式進行布置,而且在平行度和垂直度等方面也有嚴格的規定。珩磨管的切割也比較降低,如果直徑是大于50mm的話, 是采用機械加工方法切割,確保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。
珩磨管的生產工序比較多,從材料的投入到成品的成型,需要經過多次的冷變形。不僅如此,整個過程中還包含多個由準備工序和變形工序組成的生產循環,循環往復,使得珩磨管的生產周期比較長,而且材料消耗也比較大。由于珩磨管的加工設備多數為單體布置的,因此整個過程屬于間斷性生產,由此可以看出,珩磨管生產的特點是管料在冷變形之前和一直到累積冷變形量達到了一定程度后,為了加工硬化及其他需要在繼續冷變形之前,都要進行一系列準備工作。為了保證產品品質,必須對管料進行仔細檢查;對成型后的珩磨管,檢查也是不可缺少的作業環節之一,確保其表面質量、尺寸、性能等都符合標準。絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,鋼管表面留有的應壓力,對于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。
珩磨管這一網站產品和關鍵詞,其在表面粗糙度上,一般來講,是為Ra0.4,而且,這也是必須要達到的,是其基本要求。如果,想要得到提高的話,那么,可以用細砂紙打磨,或是使用鏡面加工設備,使其進行鏡面加工,從而,來達到目的。上述這些問題都是關于珩磨管的,給出具體答案好讓大家通過學習,來清楚明白,有正確認識,這樣,也可以避免出錯,進而,在產品的使用及利用上,其使用效果。珩磨管,就是經過絎磨加工的無縫鋼管。珩磨是一種機械加工工藝,通過珩磨頭對冷拔管內孔進行往復高速磨加工工藝加工,使內孔達到我們所需要的公差尺寸及表面粗糙度要求。根據客戶要求珩磨加工,能達到公差范圍(如H7H8H9等),粗糙度能達到Ra0.4,橢圓度達到3~5絲范圍內,長度長能到8m。
油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強調的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現較大的誤差,以免損壞缸筒內壁,甚至是導致鋼桶報廢。一般情況下,支承襯套是鑲在珩磨管導向套內徑凹槽處,它主要是對活塞桿起導向及支承作用,要求其內徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時,活塞桿的運動阻力就會增大,造成油缸發顫,支承襯套磨損加快,嚴重時伴有異響,失去支承作用。但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。
