
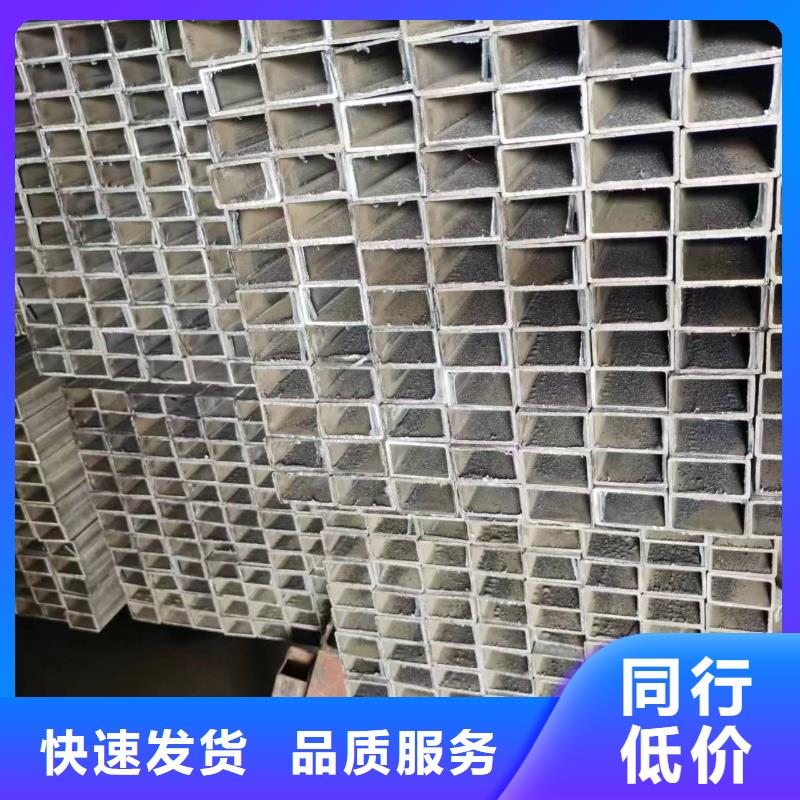






杭州無縫方管的表面處理
杭州無縫方管除了內部表面處理工藝外,結合聚烯烴塑料襯里的特性,影響復合工藝的主要因素還包括:
杭州無縫方管直接通過感應線圈等方法對大口徑矩形管進行電阻加熱的復合工藝。由于大直徑矩形管的加熱溫度是可控的,并且在此溫度下熱熔膠會軟化和粘著,塑料本身也會局部軟化和粘著,因此與飽和等加熱過程相比,脫膠不容易蒸汽,大口徑矩形管的生產效率高于后者。(3)產品質量很高;
杭州無縫方管將馬來酸酐接枝聚乙烯(mah-pe)用作熱熔膠,復合溫度不超過220℃時,不易脫膠,與乙酸和丙酸復合時更難脫膠。溫度150℃;在150℃時,塑料本身尚未局部軟化和粘結。
杭州無縫方管的外徑與鋼管的內徑按干擾比匹配,熱配后塑料管與大口徑方管之間的間隙不易脫膠
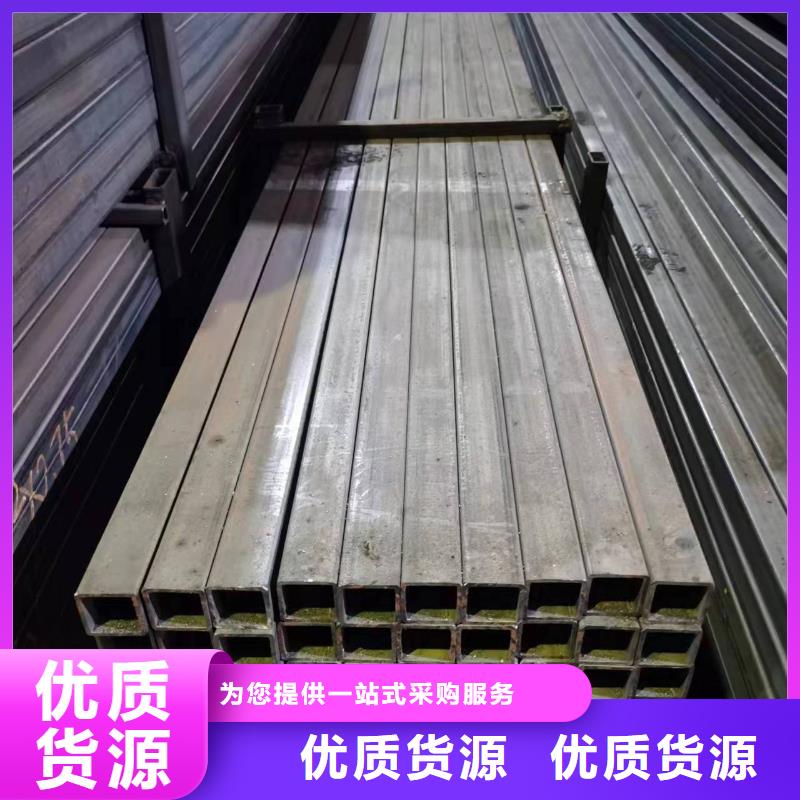
杭州無縫方管成型方法:
1、實彎
杭州無縫方管實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。
1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。
2)實彎的缺點是有拉伸/減薄效應。
① 實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短;
② 實彎彎折處金屬會因拉伸而變薄。
杭州無縫方管空彎
空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。
杭州無縫方管空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。
杭州無縫方管的不均勻主要表現在螺旋壁不均勻、線形壁厚不均勻、頭尾壁厚又厚又薄等現象。
杭州無縫方管壁厚不勻的原因是穿孔機軋制中心線不正確、兩輥傾角不勻或塞前減徑小等調整原因造成壁厚不勻。它一般沿鋼管的整個長度呈螺旋狀分布。其主要措施是調整穿孔機的軋制中心線,使兩輥傾斜角相等,并根據軋制工作臺給出的參數對軋機進行調整。
杭州無縫方管壁厚線性不均勻的原因是芯棒預穿線鞍高度調整不當,芯棒預穿線一側接觸毛細,導致接觸面毛細溫度急劇下降,造成壁厚不均,拉深凹凸不平等缺陷。連續輥之間的間隙過小或過大。管機中心線偏差。單、雙機架減量不均勻,會造成單機架方向的超薄(超厚)和雙機架方向的超厚(超薄)線對稱偏差。主要措施是調整芯棒預攻絲鞍的高度,保證芯棒與毛細管對中。在改變孔型和軋制規格時,應測量輥縫,使實際輥縫與軋制臺一致。用光學定心裝置調整軋制中心線,在年度大修時須對管機中心線進行校正。
杭州無縫方管冷軋鋼板允許截面局部屈曲,可以充分利用構件屈曲后的承載能力;熱軋型鋼不允許局部屈曲。
杭州無縫方管熱軋型鋼和冷軋型鋼產生殘余應力的原因不同,因此殘余應力在型鋼上的分布也有很大的不同。冷彎薄壁型鋼截面上的殘余應力分布為彎曲型,熱軋型鋼或焊接型鋼截面上的殘余應力分布為薄膜型。
杭州無縫方管熱軋型鋼的自由扭轉剛度高于冷軋型鋼,因此熱軋型鋼的抗扭轉性能優于冷軋型鋼。
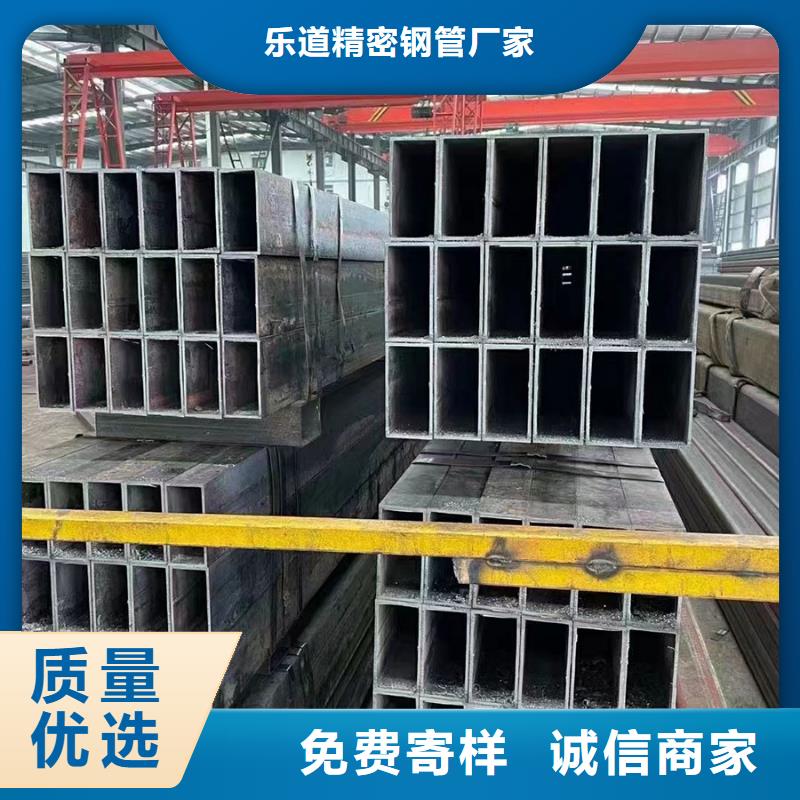
杭州無縫方管工藝分類
杭州無縫方管按生產工藝:熱軋無縫方管、冷拔無縫方管、擠壓無縫方管、焊接方管。
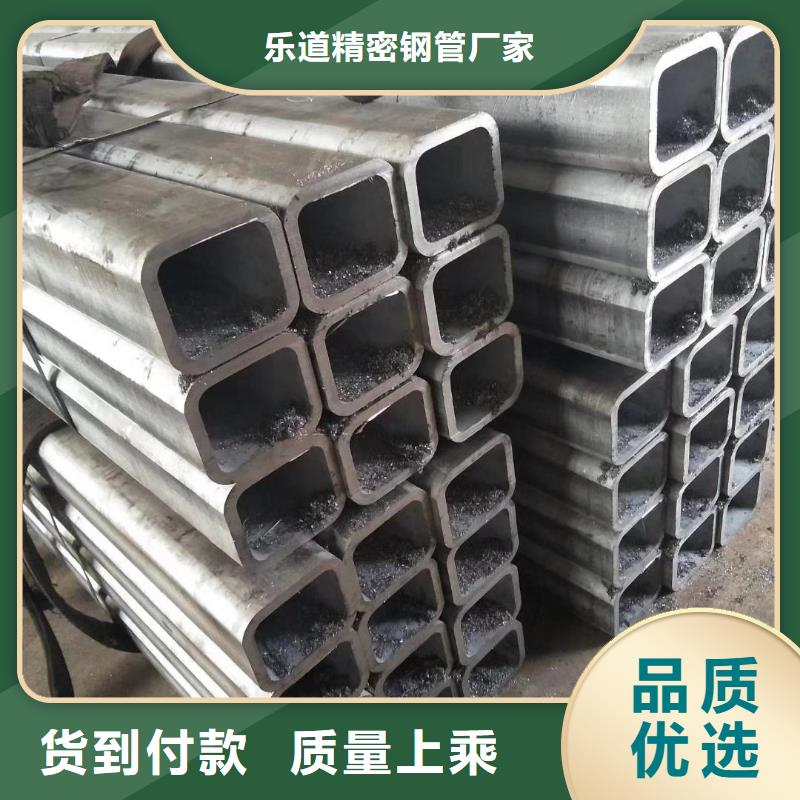
杭州無縫方管分為:
(a)按工藝分為電弧焊方管、電阻焊方管(高頻和低頻)、氣焊方管和爐焊方管兩部分
(b)按焊縫分為直焊方管和螺旋焊方管
