


以下是我們上傳的護欄4不銹鋼復合管欄桿現貨直供實拍視頻,您可以點擊觀看。
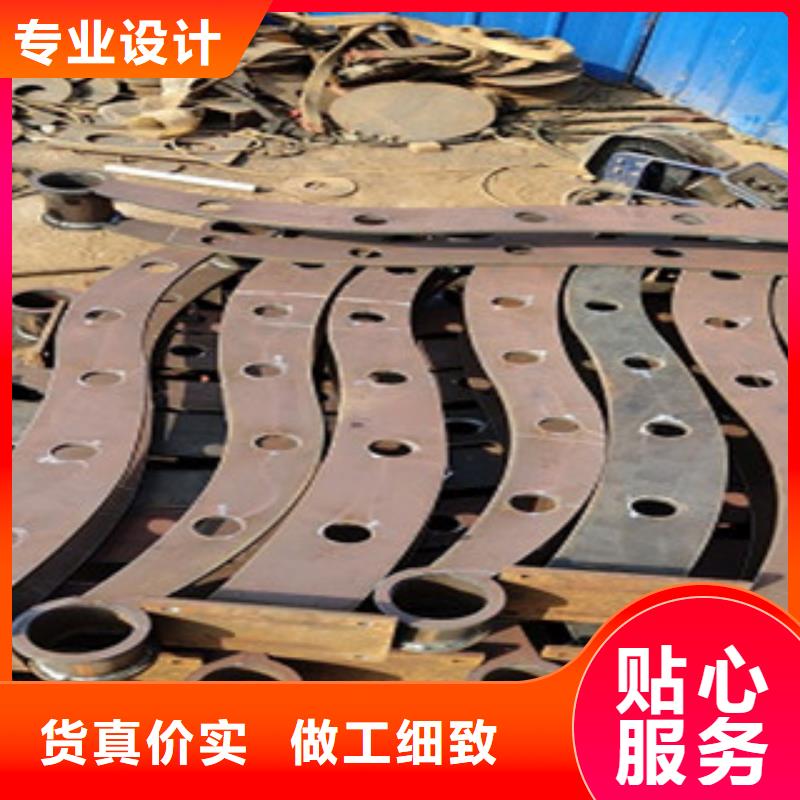
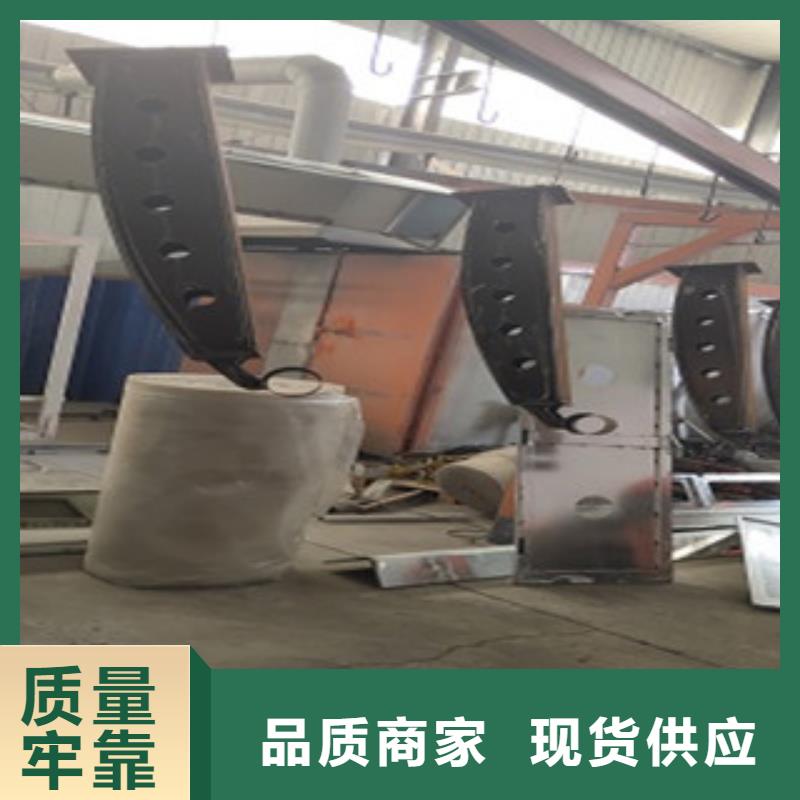
以下是:護欄4不銹鋼復合管欄桿現貨直供的圖文介紹


內襯不銹鋼復合鋼管基層為Q235B, 因此采用 SMAW 的方法, 焊條選擇準 3.2 mm 的 THA302 為合適, 既可以保證焊縫金屬的強度, 還可以保證其塑韌性。 內襯不銹鋼復合管在焊接時首先進行下料, 必須采用車床, 鋸床等冷加工機械進行下料, 嚴禁使用火焰或等離子等切割工藝, 接著對內襯不銹鋼復合管的焊接面進行焊縫坡口處理, 焊縫坡口的加工一般須采用專用坡口機, 車床等冷加工機械, 嚴禁采用火焰切割等熱加工方法加工, 然后對內襯不銹鋼復合管的坡口進行整形, 以內徑尺寸為準, 采用內芯整圓的方法, 使焊接坡口處復層的橢圓度偏差符合要求。 焊接不銹鋼復合鋼的焊工需要具備焊接基層和復層母材的焊工資質,焊接過渡層的焊工同時還應具有耐蝕堆焊資質。 施焊之前必須有合格的焊接工藝評定。 焊接工藝評定編制前, 必須明確所要選取的焊材、 焊接順序、是否要求焊前預熱及焊后熱處理。



對橋梁防撞護欄進行美化時,有必要充分考慮橋梁護欄通透性,由于從公路內部現象的視點來看,車內駕乘人員所看到的是接連移動的現象,包含橋梁護欄的性狀和顏色,而不是細部結構,這就懇求橋梁護欄具有出色的通透性及與周圍景色相諧和。 橋梁防撞護欄的顏色應與現場結構物及周邊環境相諧和。從公路外部視點來看,大家能很簡單看到橋梁護欄所構成的帶狀人工結構物。所以,橋梁護欄結構和顏色與天然景象的諧和尤為重要。對橋梁防撞護欄進行美化,選用與人有親和力的方案和材料。 橋梁護欄在安裝時的步驟是怎樣的呢客戶朋友們你們知道嗎下面就由橋梁護欄廠家的技術人員為大家講解一下,希望能對您有所幫助。橋梁護欄預制場地應平整、、干凈,應采取排水措施,防止現場沉降。每個預制件應一次完成而不中斷。 當澆注預制件時,應使用剛性護欄。在空心板管形式周圍澆筑混凝土時,應采取措施防止管材移位,應特別注意防止管體浮起。橋梁護欄混凝土應澆筑兩層。底部應澆注到管模具的中心,并振動沉積。然后,在下層混凝土足夠塑性的情況下,應盡快澆筑上層。 上層混凝土應采用振動器與下層混凝土相結合。橋梁護欄當混凝土采用水平重疊法澆筑時,應在下部構件頂部設置臨時隔離層,僅在下層混凝土強度達到5MPa后才能澆注上部構件。在腹板底部擴大截面的T形和I形梁應加寬,然后倒腹板和凸緣板。


焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。 過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。 不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。



俊邦金屬材料有限公司是一家專注從事 北京防撞立柱的企業。主營: 北京防撞立柱。公司以優良的技術實力、高素質的人才隊伍,完善的服務能力深受廣大客戶的信賴與贊揚,公司深受社會各界的支持與厚愛,已在 北京防撞立柱取得良好成績。我們公司會在您的鼓勵與支持中不斷發展壯大,公司有完善周到的售前售后服務團隊,為客戶解決問題以及提供合適的行業解決方案。公司總經理及全體員工期待您的蒞臨指導!

