
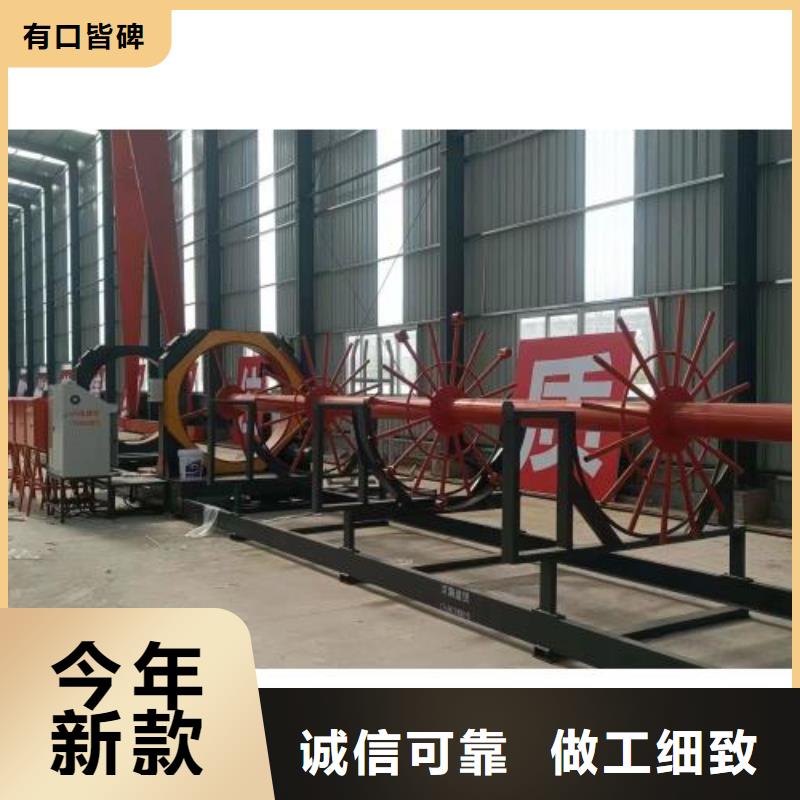




建貿機械全自動數控鋼筋剪切生產線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節能省料、操作簡單等特點。3.本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。建貿機械全自動數控鋼筋剪切生產線介紹:設備引進歐洲設計理念,經消化吸收并結合國內鋼筋實際加工情況而研發的一種新型率鋼筋鋸切設備,用于棒材鋼筋的切斷套絲墩粗及打磨。?通過伺服電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可鋸切各種長度的鋼筋。? 采用液壓鋸切雙面式,體積小、鋸切力大、產量高,與一些廠家的機械鋸切方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。?鋼筋鋸切采用臥式鋸床雙面夾緊設計,鋸切能力大大提高; ?合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護.
河南建貿機械設備有限公司專業生產銷售數控鋼筋籠滾焊機、鋼筋鋸切套絲生產線、鋼筋剪切線、彎曲中心機、彎箍機等設備。我們只做優質產品 保證工程順利工作。服務到位您給我們一份信任,我們給你一個滿意的產品。數控鋼筋鋸切套絲生產線設備是我公司對國內螺紋鋼筋的鏈接,整體結合國際技術,自主研發的集電氣、液壓、氣動、為一體全自動化科技產品,具有國際水平,可自動完成鋼筋直徑12-50mm強度HRB335/400/500的鋸切,具有切削效率高、自動定尺、節能省料、操作簡單等特點。 設備特點:鋼筋鋸切生產線原料存儲架采用大噸位存儲,并可以與棒材自動上料機配合使用,實際上一個循環尚未結束時即可進行下一步配料,以節省循環周期,全自動送料軌道,避免原料的二次搬運。鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了率,鋼筋輸送滾采用V型耐磨輥進行,達到了耐磨、減噪音、壽命等特點,縮徑、滾絲主機頭實現了自動夾緊、送進、縮徑、滾絲等功效。
建貿機械設備有限公司
建貿機械全自動數控鋼筋剪切生產線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節能省料、操作簡單等特點。3.本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。建貿機械全自動數控鋼筋剪切生產線介紹:設備引進歐洲設計理念,經消化吸收并結合國內鋼筋實際加工情況而研發的一種新型率鋼筋鋸切設備,用于棒材鋼筋的切斷套絲墩粗及打磨。?通過伺服電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可鋸切各種長度的鋼筋。? 采用液壓鋸切雙面式,體積小、鋸切力大、產量高,與一些廠家的機械鋸切方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。?鋼筋鋸切采用臥式鋸床雙面夾緊設計,鋸切能力大大提高; ?合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護.
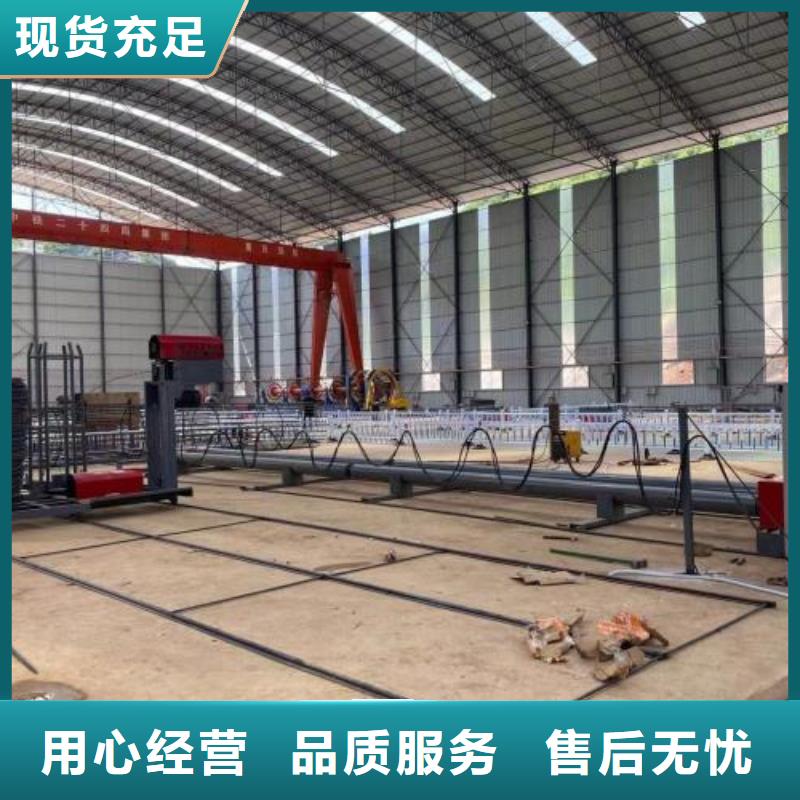
銷售數控鋼筋套絲生產線_精選廠家 建貿機械設備有限公司套絲生產線適用范圍廣,適用于直徑 16~50mm、鋼筋強度 HRB335、HRB400 等材料; 易損件更換: 1、 鋸切鋸條正常8小時工作7-15天更換一條。 2、 套絲機3組滾絲輥每10000個頭后更換一次。套絲機5組剝肋刀根據操作使用情況不定期更換。 全自動鋼筋鋸切套絲鐓粗打磨生產線(別名數控鋼筋鋸切套絲端銑一體機,鋼筋鋸切套絲打磨墩粗一體機鋸切套絲生產線鋼筋鋸切套絲線),該設備是我公司針對國內螺紋鋼筋的連接,整體結合國際技術,自主研發的集電氣、液壓、氣動為一體全自動化科技產品,具有國際先進水平,。可自動完成鋼筋直徑12~50mm,強度HRB335HRB400、HRB500的鋸切套絲,打磨鐓粗等具有切削效率高、自動定尺、節能省料、操作簡單等特點。 鋸切套絲生產線原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省循環周期;全自動送料輥道,避免原料的二次搬運;鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥進行,達到了耐磨、減噪音、壽命長等特點;
 jmc
jmc
鋸切套絲生產線是專門針對鋼筋加工的一種機械設備,它可以根據工程需要,自動完成鋼筋端部的螺紋加工過程,為生產企業節省了大量的人力物力,并且保障了鋼筋的加工精度,鋸切套絲生產線得以有如此優異的使用性能,和它的機械結構有著很大的聯系 一、鋸切套絲生產線結構: 1、引進歐洲設計理念,經消化吸收并結合國內鋼筋實際加工情況而研發的一種新型率鋼筋剪切設備,用于棒材鋼筋的切斷。 2、通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。 3、采用液壓鋸切方式,體積小、產量高,與一些廠家的沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。 4、鋸床采用國內專用的雙面鋸床; 5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制的下方,響應速度快,便后維護。 6、鋸切套絲生產線智能控制,可設置鋼筋數量、規格等,具備記憶、存儲功能;

鋸切鋸條正常8小時工作7-15天更換一條。2、 鋸切套絲生產線套絲機3組滾絲輥每10000個頭后更換一次。套絲機5組剝肋刀根據操作使用情況不定期更換。定期更換刀具,螺紋尺寸檢測超差等情況顯現,均會報警并提示應該能故障點,問題解決方法;▲“信息化管理”:信息化模塊可一直向現場操作人員,項目,公司管理人員反饋鋼筋加工,質量,進度,計劃,庫存等信息,發出采購,加工指令,做到電腦,手機多終端無紙化,無盲點管控。數控鋼筋調直切斷機目前在整個互聯網是沒有相應的教程的。如果你不懂的話,建議你多摸索一兩天即可完全掌握,還有就是既然你買了數控調直切斷機他們都有技術員上門安裝,并且指導你如何使用。我干鋼筋制作的時候,買了一臺數控鋼筋調直切斷機就有一個專業的技術人員來指導,包括安裝都是技術員指導的。你是在購買地方叫技術員指導安裝,包括詳細使用步驟,如果沒有技術員的話,你只能自己慢慢的摸索一兩天了。
建貿機械設備有限公司生產線變頻調速技術。變頻調速的目的之一是為了節能,目的之二是解決超壓問題。恒壓變流量給水設備就具有以下兩個特點,但在設置切線泵后由于其揚程數值基本不變,因此無須對水泵機組采用變頻調速技術。(3)自檢運行。消防泵自檢運行目的在于防止消防泵因長期不運轉,再由于材質不佳、結構不合理而造成需消防泵投入運行時,水泵因銹蝕而咬住致使不能啟動。切線泵在材質、結構等方面均作了周全考慮,因此切線泵用于消防用泵可以省去自檢運行要求。(4)管道和連接技術。切線泵的應用不涉及管道和管道連接技術,之所以在這里提出這一問題,是在于消防管道連接方式正在發生變化。自動噴水滅火系統的消防給水管道需采用鍍鋅鋼管或鍍鋅無縫鋼管,接口方式采用螺紋、法蘭或焊接。螺紋只限于小口徑管道,法蘭又占用較大空間,焊接會破壞鍍鋅層,導致管道銹蝕和噴頭的噴口堵塞。卡箍式連接又名溝漕式管接頭,由卡箍、墊圈和緊固件組成。卡箍材質為球墨鑄鐵,墊圈采用橡膠,安裝時先用滾槽機械在管子端口分別滾上溝槽,然后套上密封用墊圈,再將卡箍卡上溝槽,擰緊螺栓、螺母等緊固件即可。卡箍式管接頭按接頭要求,可分為剛性接頭、撓性接頭、法蘭片接頭3種。剛性接頭采用斜角對鎖設計,可以在一定范圍內繼續增大對墊圈的壓下量,確保密封性能,用于一般管路;撓性接頭采用平口設計,適用于需緩解噪聲和震動的管路和有線性延伸的管路,墊圈斷面為C型。當卡箍鎖緊時,墊圈受到卡箍的壓緊,起密封作用。
