


準備好領略流體無縫鋼管產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
以下是:流體無縫鋼管的圖文介紹
建順金屬制品有限公司是目前國內專業的 陜西安康冷卻器專業生產廠家之一, 建順金屬制品有限公司技術力量雄厚,生產設備精良,工藝先進合理。建順金屬制品有限公司承專業技術積累和制造經驗以及優良的企業文化,憑借團結、創新的人才團隊和科學的管理模式,遵循“誠信為本,用戶至上”的宗旨,竭誠為國內外客戶提供優良的產品和周到的服務。我們可以提供及時、快捷、優質的服務,接到信息后立刻響應,向客戶提供各方面的技術咨詢。


陜西安康無縫鋼管軸類零件的功用、陜西安康當地結構特點及技術要求軸類零件是機器中經常遇到的典型零件之一。它主要用來支承傳動零部件,傳遞扭矩和承受載荷。軸類零件是旋轉體零件,其長度大于直徑,一般由同心軸的外圓柱面、陜西安康當地圓錐面、陜西安康當地內孔和螺紋及相應的端面所組成。根據結構形狀的不同,軸類零件可分為光軸、陜西安康當地階梯軸、陜西安康當地空心軸和曲軸等。軸的長徑比小于5的稱為短軸,大于20的稱為細長軸,大多數軸介于兩者之間。軸用軸承支承,與軸承配合的軸段稱為軸頸。軸頸是軸的裝配基準,它們的精度和表面質量一般要求較高,其技術要求一般根據軸的主要功用和工作條件制定,通常有以下幾項:(一)尺寸精度 起支承作用的軸頸為了確定軸的位置,通常對其尺寸精度要求較高(IT5~IT7)。裝配傳動件的軸頸尺寸精度一般要求較低(IT6~IT9)。(二)幾何形狀精度 軸類零件的幾何形狀精度主要是指軸頸、陜西安康當地外錐面、陜西安康當地莫氏錐孔等的圓度、陜西安康當地圓柱度等,一般應將其公差限制在尺寸公差范圍內。對精度要求較高的內外圓表面,應在圖紙上標注其允許偏差。(三)相互位置精度 軸類零件的位置精度要求主要是由軸在機械中的位置和功用決定的。通常應保證裝配傳動件的軸頸對支承軸頸的同軸度要求,否則會影響傳動件(齒輪等)的傳動精度,并產生噪聲。普通精度的軸,其配合軸段對支承軸頸的徑向跳動一般為0.01~0.03mm,高精度軸(如主軸)通常為0.001~0.005mm。(四)表面粗糙度 一般與傳動件相配合的軸徑表面粗糙度為Ra2.5~0.63μm,與軸承相配合的支承軸徑的表面粗糙度為Ra0.63~0.16μm。



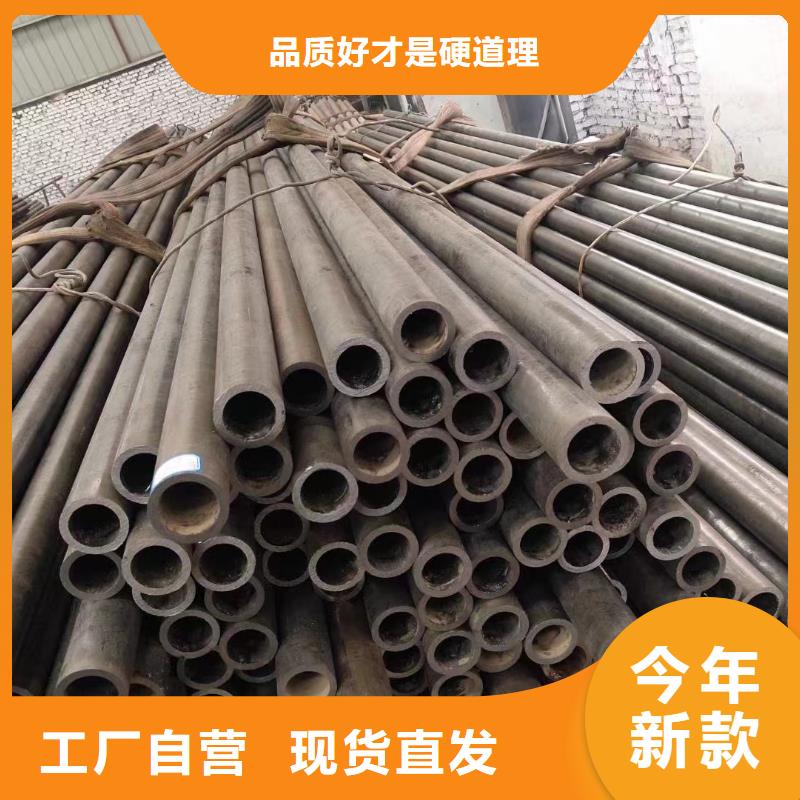
陜西安康大口徑無縫鋼管經冷拉、陜西安康附近冷軋等冷加工成型的鋼材,不經任何熱處理而直接交貨的狀態,稱為冷拉或冷軋狀態。與熱軋(鍛)狀態相比,冷拉(軋)狀態的鋼材尺寸精度高、陜西安康附近表面質量好、陜西安康附近表面粗糙度低,并有較高的力學性能,由于冷拉(軋)狀態交貨的鋼材表面沒有氧化皮覆蓋,并且存在很大的內應力,極易遭受腐蝕或生銹,因而冷拉(軋)狀態的鋼材,其包裝、陜西安康附近儲運均有較嚴格的要求,一般均需在庫房內保管,并應注意庫房內的溫濕度控制。大口徑無縫鋼管鋼材在熱軋或鍛造后不再對其進行專門熱處理,冷卻后直接交貨,稱為熱軋或熱鍛狀態,熱軋(鍛)的終止溫度一般為800~900℃,之后一般在空氣中自然冷卻,因而熱軋(鍛)狀態相當于正火處理。所不同的是因為熱軋(鍛)終止溫度有高有低,不像正火加熱溫度控制嚴格,因而鋼材組織與性能的波動比正火大。不少鋼鐵企業采用控制軋制,由于終軋溫度控制很嚴格,并在終軋后采取強制冷卻措施,因而鋼的晶粒細化,交貨鋼材有較高的綜合力學性能。無扭控冷熱軋盤條比普通熱軋盤條性能優越就是這個道理,熱軋(鍛)狀態交貨的鋼材,由于表面覆蓋有一層氧化鐵皮,因而具有一定的耐蝕性,儲運保管的要求不像冷拉(軋)狀態交貨的鋼材那樣嚴格,大中型型鋼、陜西安康附近中厚鋼板可以在露天貨場或經苫蓋后存放。大口徑無縫鋼管鋼材出廠前經退火熱處理,這種交貨狀態稱為退火狀態。退火的目的主要是為了和改善前道工序遺留的組織缺陷和內應力,并為后道工序作好組織和性能上的準備,合金結構鋼、陜西安康附近保證淬透性結構鋼、陜西安康附近冷鐓鋼、陜西安康附近軸承鋼、陜西安康附近工具鋼、陜西安康附近汽輪機葉片用鋼、陜西安康附近鐵索體型不銹耐熱鋼的鋼材常用退火狀態交貨。


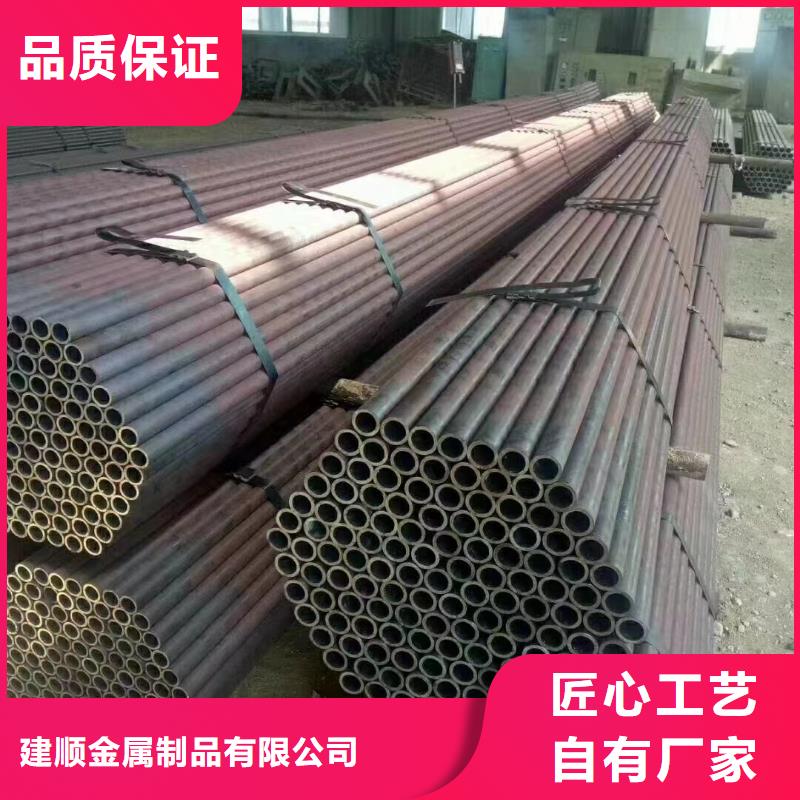
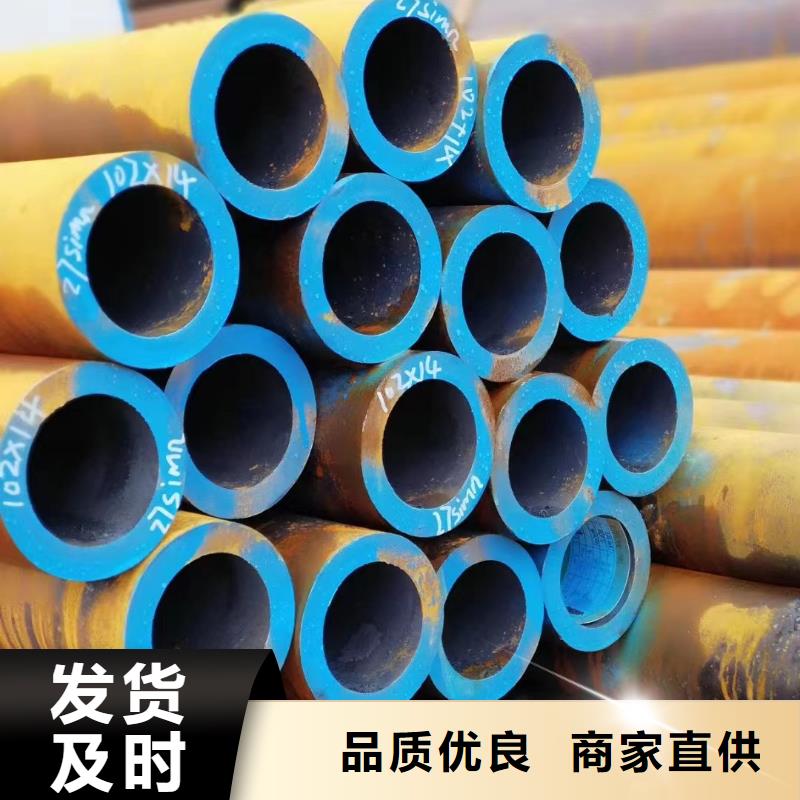
陜西安康熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、陜西安康進行規格編排后放置到到倉庫當中。工藝流程衛生級鏡面管工藝流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝厚壁工業管工藝流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗



